Организация и нормирование труда
23
РЕШЕНИЕ
1. Рост производительности труда за счет снижения брака:

2. Рост производительности труда за счет уменьшения потерь рабочего времени:

3. Рост производительности труда за счет совершенствования технологии, процентов:

4. Рост производительности труда за счет сокращение аппарата управления:

5. В целом по цеху рост производительности труда (процентов) составит:

Термины и понятия
|
Система обслуживания |
Стандартное обслуживание |
|
Функции обслуживания Виды обслуживания |
Децентрализованная система обслуживания |
|
Планово-предупредительное обслуживание |
Централизованная система обслуживания |
|
Дежурное обслуживание |
Комбинированная система обслуживания |
Вопросы для повторения и обсуждения
Применяется ли стандартное обслуживание в мелкосерийном производстве? Почему?
Какие особенности характеризуют стандартное обслуживание?
В чем сущность планово-предупредительного обслуживания?
В чем сущность принципа предупредительности процесса обслуживания?
Расчет показателей многостаночного обслуживания
Одной из прогрессивных форм организации труда является многостаночное обслуживание. Многостаночным называется такой вид обслуживания, при котором один человек работает одновременно на нескольких станках, выполняя ручные приемы на каждом из них в период автоматической работы всех остальных станков. Одним из основных условий организации многостаночного обслуживания является большая продолжительность свободного машинного времени (ТмС) работы оборудования (![]() ).
).
В основе многостаночного обслуживания лежит использование свободного машинного времени работы одних машин для выполнения ручных и машинно-ручных работ на других обслуживаемых машинах и для переходов от одной машины к другой. При этом время свободное машинное время ТмС, в течение которого станок работает без участия рабочего, должно быть значительно больше времени занятости рабочего обслуживанием с учетом переходов от машины к машине (ТЗ): ![]()
В заводской практике применяют различные варианты многостаночного обслуживания. В зависимости от степени технологической однородности или взаимной связи операций осуществляется многостаночное обслуживание станков-дублеров, выполняющих одинаковые операции над одной деталью; станков, занятых последовательными операциями по обработке одной и той же детали; однотипных или разнотипных станков, загруженных различными деталеоперациями.
Массовое производство, характеризующееся постоянно повторяющимися операциями, применением специального, автоматизированного и автоматического оборудования, открывает наибольшие возможности для организации многостаночного обслуживания, поскольку программныезадания столь велики, что появляется возможность и целесообразность организации обработки (сборки, сварки) детали (узла) на однопредметных поточных линиях.
При организации многостаночного обслуживания очень важен правильный подбор деталей и операций по их обработке. Критерием рациональной организации многостаночного обслуживания можно считать такой подбор операций, при котором обеспечивается полная загрузка оборудования и полная занятость рабочего-многостаночника.
Производительность станков, включенных в рабочее место многостаночника в условиях поточной обработки, должна согласовываться с тактом поточной линии. Время такта работы поточной линии (время запуска-выпуска изделия в обработку):
![]() (8.1)
(8.1)
где ![]() – действительный годовой, квартальный или месячный фонд времени работы линии, мин;
– действительный годовой, квартальный или месячный фонд времени работы линии, мин;
![]() – соответствующая фонду времени программа выпуска изделий, шт.
– соответствующая фонду времени программа выпуска изделий, шт.
Циклом многостаночного обслуживания (ТЦ) называется период времени, в течение которого на обслуживаемых станках полностью повторяются все элементы оперативной работы (установка и снятие деталей, подвод режущего инструмента, измерения деталей и т.д.).
Простейшим вариантом многостаночной работы является такая организация многостаночного обслуживания, при которой время занятости многостаночника кратно свободному машинному времени. График циклов для такого варианта (рис.7) отражает работу многостаночника на полностью синхронизированной поточной линии при кратности свободного машинного времени на одном станке времени занятости многостаночника на каждом станке.
Для такого варианта количество станков, обслуживаемых одним многостаночником, определяется формулой:
 (8.2)
(8.2)
где![]() – свободное машинное время, мин;
– свободное машинное время, мин;
![]() – время занятости рабочего на одном станке, мин.
– время занятости рабочего на одном станке, мин.
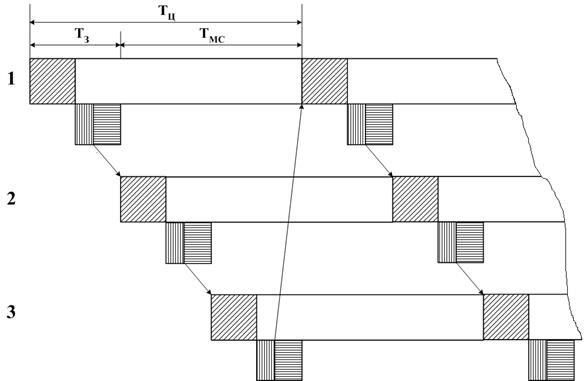 Рис. 7. График циклов многостаночника на синхронизированной поточной линии
Рис. 7. График циклов многостаночника на синхронизированной поточной линии
![]() – вспомогательное время на установку, снятие детали и управление станком;
– вспомогательное время на установку, снятие детали и управление станком;
![]() – активное наблюдение за работой станка;
– активное наблюдение за работой станка;
![]() – время на подход к станку;
– время на подход к станку;
![]() – машинное время.
– машинное время.
В данном случае имеет место полное использование рабочего времени многостаночника и времени работы станков. Из графика следует, что в таком случае
![]() (8.3)
(8.3)
где![]() – оперативное время при работе на одном станке, мин,
– оперативное время при работе на одном станке, мин,
![]()
![]() – машинное время;
– машинное время;
![]() – вспомогательное время;
– вспомогательное время;
![]() – время занятости рабочего на многостаночном рабочем месте, минут (определяется как суммарное время занятости
– время занятости рабочего на многостаночном рабочем месте, минут (определяется как суммарное время занятости![]() по всем станкам, входящим в многостаночный комплект).
по всем станкам, входящим в многостаночный комплект).