Организация и нормирование труда
24
Производственная программа на поточных линиях, как правило, требует выполнения разных по технологическому содержанию и не полностью синхронизированных операций. В таких случаях при возможности в первую очередь выделяют операции (синхронизируют работу станков) с кратной продолжительностью свободного машинного времени. График циклов многостаночника для такого варианта представлен на рис. 8.
При проектировании многостаночного обслуживания несинхронизированных станков могут возникнуть следующие два варианта.
Вариант 1. Работа на несинхронизированных станках при условии:
![]()
где ![]() – наибольшее оперативное время при работе на одном станке, мин;
– наибольшее оперативное время при работе на одном станке, мин;
Вариант 2. Работа на несинхронизированных станках при условии:
![]()
На рис. 9 приведен график работы многостаночника на поточной линии при различном времени обработки деталей (табл. 8.1) на станках при условии, что время занятости рабочего на многостаночном рабочем месте ![]() меньше наибольшего оперативного времени одного станка (
меньше наибольшего оперативного времени одного станка (![]() ).
).
Таблица 8.1
Составляющие времени цикла многостаночного обслуживания при
соотношении ![]()
|
Номер станка |
ТМС + ТЗ |
ТМС |
ТЗ |
ТСВ |
ТП |
|
1 |
40 |
30 |
10 |
8 |
0 |
|
2 |
35 |
22 |
13 |
0 |
5 |
|
3 |
37 |
28 |
9 |
0 |
3 |
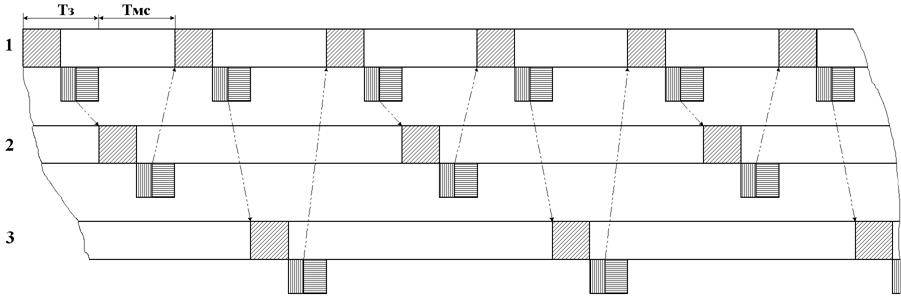
Рис. 8. График циклов многостаночного обслуживания с кратной продолжительностью свободного машинного времени (ТМС 2 = ТМС 3 = 3ТМС 1).
![]() – вспомогательное время на установку, снятие детали и управление станком;
– вспомогательное время на установку, снятие детали и управление станком;
![]() – активное наблюдение за работой станка;
– активное наблюдение за работой станка;
![]() – время на подход к станку;
– время на подход к станку;
![]() – машинное время.
– машинное время.
В данном случае время цикла равно наибольшему оперативному времени, то есть ![]() и внутри цикла могут иметь место как перерывы в работе станков, так и свободное время рабочего.
и внутри цикла могут иметь место как перерывы в работе станков, так и свободное время рабочего.
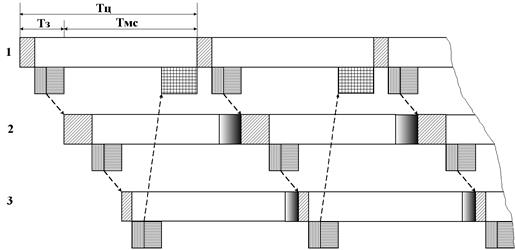
Рис. 9. График циклов многостаночного обслуживания при не синхронизированной работе станков (![]() ).
).
![]() – вспомогательное время на установку, снятие детали и управление станком;
– вспомогательное время на установку, снятие детали и управление станком;
![]() – активное наблюдение за работой станка;
– активное наблюдение за работой станка;
![]() – время на подход к станку;
– время на подход к станку;
![]() – машинное время;
– машинное время;
![]() – перерыв в работе станка (ТП);
– перерыв в работе станка (ТП);
![]() – свободное время рабочего.
– свободное время рабочего.
На рис. 10 приведен график работы многостаночника на поточной линии при различном времени обработки деталей (табл. 8.2) на станках при условии, что время занятости рабочего на многостаночном рабочем месте ![]() больше наибольшего оперативного времени одного станка (
больше наибольшего оперативного времени одного станка (![]() ).
).
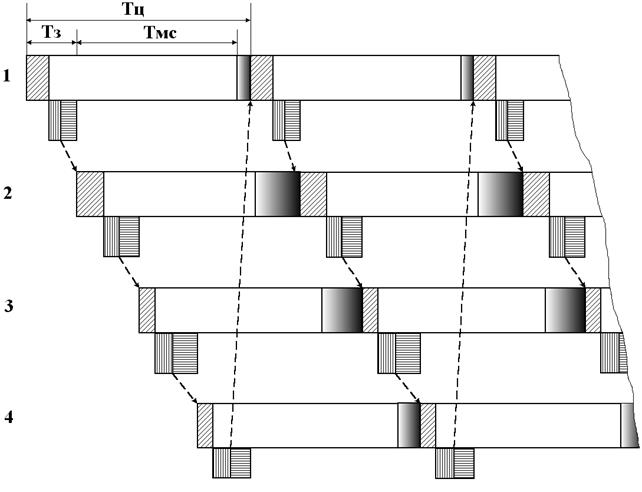
Рис. 10. График циклов многостаночного обслуживания при не синхронизированной работе станков (![]() ).
).
![]() – вспомогательное время на установку, снятие детали и управление станком;
– вспомогательное время на установку, снятие детали и управление станком;
![]() – активное наблюдение за работой станка;
– активное наблюдение за работой станка;
![]() – время на подход к станку;
– время на подход к станку;
![]() – машинное время;
– машинное время;
![]() – перерыв в работе станка.
– перерыв в работе станка.
В данном случае время цикла равно сумме времени занятости рабочего на всех обслуживаемых станках и внутри цикла имеются перерывы станков. Работать по этой схеме можно при плановой недогрузке поточной линии.
Таблица 8.2
Составляющие времени цикла многостаночного обслуживания при
соотношении ![]()
|
Номер станка |
ТМС + ТЗ |
ТМС |
ТЗ |
ТП |
|
1 |
47 |
36 |
11 |
3 |
|
2 |
40 |
26 |
14 |
10 |
|
3 |
41 |
28 |
13 |
9 |
|
4 |
45 |
33 |
12 |
5 |
В состав времени занятости внутри цикла включается как неперекрываемое, так и перекрываемое ручное и машинно–ручное время, в том числе:
- время на установку и снятие деталей;
- время на управление станками;
- время на смену инструментов, если смена производится после обработки каждой детали или нескольких одновременно обрабатываемых деталей;
- время на пробные и контрольные измерения деталей;
- основное машинно-ручное время;
- время активного наблюдения за обработкой;