Проект совершенствования системы менеджмента качества предприятия «СТАР»
23
Проектирование приспособления для фрезерования пазов
Номера позиций см. на сборочном чертеже приспособления.
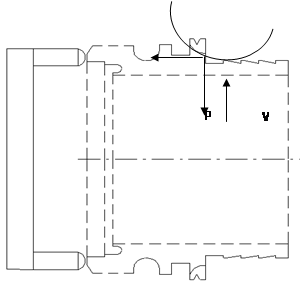
Приспособление предназначено для фрезерования пазов на ниппеле. Теоретическая схема базирования детали представлена на эскизе обработки. Деталь двойной направляющей базой устанавливается на цанговую оправку 3, опорной базой (торцем) опирается на выступ цанги. Закрепление заготовки осуществляется с помощью пневмоцилиндра 24. Пневмоцилиндр крепится к крышке с помощью удлиненных стяжек 13. При подаче давления в полость пневмоцилиндра шток 4 перемещается, и давит на лепестки цанги, разжимая их, чем реализуется опорная скрытая база.
Для деления поверхности (поворота на заданный угол) детали при фрезеровании пазов приспособление снабжено делительным механизмом, состоящим из крышки 10, по контуру которой расположены отверстия под фиксатор. При делении детали фиксатор 8 с помощью головки 7 выводят из зацепления с крышкой и поворачивают на угол 90°. Затем, дойдя до следующего отверстия, фиксатор снова опускается под действием пружины 22. Для предотвращения удара штока о лепестки цанги установлена пружина 19. Для облегчения работы и для уменьшения износа поворотная часть приспособления установлена на радиальные шарикоподшипники 18.
Расчет усилия зажима
Исходные данные: Pz=647 Н;
Расчетная схема:
 Условие закрепления:
Условие закрепления:
kPz<(w/6)
Где k – коэффициент надежности.
Принимаем k=2;
Уравнение равновесия:
Pz - w=0 =>
w=Pz=647 Н.
Тогда требуемое усилие зажима:
W=(w/6)k=(647/6)2=215,6 Н
Подбираем диаметр пневмоцилиндра исходя из того, что стандартное давление воздуха в цехе p=0,4 МПа.
Диаметр пневмоцилиндра D=50 мм.
Площадь поршня S=π(D/2)2=3,14(0,002)=0,00196 м2
Усилие на штоке F=pS+Pпр=400000·0,00196-10=794 Н,
Где Pпр=10 Н – сила сжатия пружины.
Т.к. F>W то приспособление обеспечивает надежное закрепление детали.
Расчет приспособления на точность
Расчет производится по методике [11, с. 188].
Требуется выдержать размер 19±0,5 мм.
Точность паза по ширине во всех случаях зависит от точности ширины дисковой фрезы, поэтому погрешность несовмещения баз по данному параметру wнб=0;
Погрешность закрепления заготовки:
wз=0,035, [1,c. 82]
Погрешность установки:
wу=wнб+wз=0+0,035=0,035;
Суммарная погрешность обработки: wc=Kwтс=0,5х0,04=0,02 мм, где К=0,5 поправочный коэффициент для размеров выше 8 кв.; wтс=0,04 мм средняя экономическая точность обработки.
Допустимая погрешность установки:
[wу]=![]() мм, где Т=1 мм допуск на размер.
мм, где Т=1 мм допуск на размер.
=> wу<<[wу] => предлагаемая схема базирования допустима.
Суммарная погрешность приспособления:
![]() < 1 мм =>
< 1 мм =>
точность приспособления обеспечена.
[1] Практика убедительно свидетельствует, что грамотно и добротно спроектированные процедуры не имеют срока давности.
[2] Дебиторская задолженность за минусом резерва на покрытие безнадежных долгов
[3] Частоту выполнения операций принимают: очень часто - две и более операций в 1 мин; часто - менее двух операций в 1 мин, но более двух операций в 1 ч; редко - не более двух операций в 1 ч.
[С1]можно убрать
[С2]Добавить пункт о мерах воздействия на поставщика.