Проект совершенствования системы менеджмента качества предприятия «СТАР»
20
ΣmРi = 10; ΣηОi = 2,034; Σ ηЗ.Фi = 5,11
ηз.СР = Σ ηЗ.Фi/ ΣmРi = 5,11/10 = 0,511
ηО.СР = ΣηОi/ ΣmРi = 2,034/10 = 0,203
Наиболее загружен токарный станок на операции 005. Поэтому увеличиваю количество станков на этой операции до 2. Средний коэффициент загрузки оборудования не превышает нормативный, есть резерв времени на каждом рабочем месте.
Уточнение коэффициента закрепления операций КЗ.О.
Кз. о. = ΣО/ΣР
ΣР = mПР = 9
ΣО = Σ(ηЗ.Фi/ ηЗ.Н), ΣО = 8
Кз. о. = ΣО/ΣР = 8/9 = 0,88. Производство можно считать массовым. Следовательно, расчёты, сделанные в начале работы, были справедливы.
Выбор режущего инструмента.
Выбор инструмента.
Марку материала определяем в зависимости от вида и характера обработки, размеров обрабатываемой поверхности и свойств материала заготовки.
Результаты сведены в таблицу 4.
Таблица 4
| Номер операции | Наименование операции | Название применяемого инструмента | Обозначение инструмента по ГОСТ | Марка материала инструмента |
| 005 | Токарная | Резец расточной
Резец подрезной торцевой | Резец 2140 – 0809 ГОСТ 188871 – 73 Резец 2112-0708 ГОСТ 18871-73 | Т15К6
Т15К6 |
| 010 | Токарная | Резец проходной отогнутый Резец проходной прямой | Резец 2102 – 0609 ГОСТ 18877- 73 Резец 2100-00809 ГОСТ 18878-73 | Т15К6
Т15К6 |
| 015 | Токарная | Резец проходной отогнутый Резец подрезной торцевой | Резец 2102 – 0609 ГОСТ 18877- 73 Резец 2112-0708 ГОСТ 18871-73 | Т15К6
Т15К6 |
| 020 | Токарная | Резец фасонный призматический Резец расточной упорный | Резец Т15К6 Резец 2141-0578 ГОСТ 18873-73 | Т15К6
Т15К6 |
| 025 | Токарная | Резец проходной прямой | Резец 2100 – 0809 ГОСТ 18887- 73 | Т14К8 |
| 030 | Токарная | Резец резьбовой
Резец отрезной
Резец фасонный | Резец 2664-0003 ГОСТ 18877-73 Резец 2130-7654 ГОСТ 18884-73 Резец круглый | Т14К8
Т14К8
Р18 |
| 035 | Фрезерная | Фреза дисковая | Фреза ГОСТ 3964-69 | Р6М5 |
В качестве СОЖ применить СФ или ЭМ.
Выбор технологической оснастки.
Общие принципы выбора технологической оснастки описаны в ГОСТе 14.305 – 73. Конструкцию оснастки определим, учитывая типовые решения и стандарты для данного вида технологических операций на основе габаритных размеров изделия, вида заготовки, характеристики материала заготовки, точности параметров и конструктивных характеристик обрабатываемых поверхностей, влияющих на конструкцию оснастки, технологических схем базирования и фиксации заготовки, характеристик оборудования и объёма производства. Для механизации и уменьшения затрат времени при операции фрезерования пазов (операция 035) применить специальное приспособление. Это должно быть установочно–зажимное приспособление неразборное (или разборное) специальное, т. к. в течение длительного времени на участке изготавливают изделия одинаковой формы и типоразмера. Конструирование приспособления см. далее.
Расчёт припусков на обработку.
Рассчитываю припуски на размеры, которые определяют размер заготовки.
Расчёт припусков на токарную операцию (операцию 010).
 Исходные данные
Исходные данные
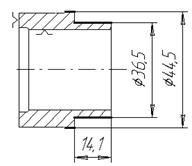
Наименование детали: ниппель
Заготовка штамповка (на ГКМ). Масса 0,207 кг
Класс точности 2.
| Технологические переходы |
Элементы припуска, мкм | 2Zmin, мкм
| DP, Мм | TD, Мкм | Dmin, мм | Dmax, мм | ZOmin, мкм | ZOmax, мкм | |||
|
Rz | T | ρ | E | ||||||||
| Заготовка | 125 | 100 | 506 | — | — | 46,522 | 1600 | 46,32 | 46,62 | — | — |
| 1. Обтачивание чистовое | — | — | — | — | 1462 | 44,5 | 740 | 44,26 | 44.42 | 1460 | 2320 |