Организация производства в цехе (расчет)
3
Так, например, исключая оборудование перечисленных классов точности из ведомости оборудования для остальных участков получим следующую таблицу:
Ведомость производственного оборудования участков цеха
Таблица 4 – Ведомость оборудования
|
№ п.п. |
Наименование оборудования |
Модель |
Количество оборудования |
| 1 |
Токарный |
1508 | 1 |
| 2 |
Токарный с ЧПУ |
Heid | 47 |
| 3 |
Сверлильный |
2А55 | 5 |
| 4 |
Фрезерный |
3Р83Ш | 4 |
| 5 |
Долбежный |
5М150П | 3 |
| 6 |
Шлифовальный |
МШ242 | 16 |
| 7 |
Фрезерный |
6Н83Г | 11 |
| ИТОГО | 87 | ||
Итого: общее количество основного оборудования в цехе составляет 120 единиц.
Участок точного оборудования
Для обеспечения требуемой точности работы станки классов А, В и С устанавливают в термоконстантных помещениях. При этом станки для лезвийной и абразивной обработки устанавливаются в отдельных помещениях.
Согласно ведомостям производственного оборудования, в проектируемом цехе нет точного оборудования, треующего становки в отдельном помещении.
Отделение виброабразивной обработки
Общее количество виброабразивных установок в цехе составляет 5 единиц.
Промывочное отделение
Две промывочные установи устанавливаются в помещении промывочного отделения, которое должно находиться в конце производственного процесса по возможности на равном расстоянии от всех участков, с которых детали отправляются на промывку. Промывочное отделение возглавляет мастер участка изготовления деталей типа “Вал”.
2.1 . Предварительное определение площади цеха.
Размер производственной площади цеха зависит от средней площади, занимаемой одним станком S1. По данным ЭНИМС принимаем S1 = 20 .40 м2.
Тогда производственная площадь SП составит
Рабочий состав цеха и определение его численности
Количество производственных и вспомогательных рабочих определяется по [1, с.27].
Основных рабочих 209 человек, и общее число работающих в цехе – 291 человек. В первую смену занято 190 человек, во вторую смену – 101 человек.
Исходя из того, что на машиностроительных предприятиях нормами установлено следующее отношение количества женщин к общему количеству работающих: основные рабочие – 10-15%, вспомогательные рабочие – 25-30%, ИТР – 45-50%, служащие – 100%, МОП – 100%, можно приближённо оценить количество женщин, работающих в цехе, в 4 человека.
Складские помещения
Складская система цеха включает в себя склады материалов и заготовок, межоперационный, промежуточный и вспомогательных материалов.
Склад материалов и заготовок предназначен для хранения проката, литых и штампованных заготовок. Для хранения проката предусмотрены пирамидальные стеллажи; отливки и штамповки хранятся на полочных стеллажах.
Площадь склада материалов и заготовок Fз, м2, определяется по формуле
 , (3)
, (3)
где Qз – общая масса заготовок, проходящих через склад в течение года, т,
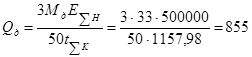
![]() , (4)
, (4)
Мз – масса заготовки детали-представителя; Мз = 61 кг;
ТΣН – годовая программа цеха, н.-ч.; ТΣН = 500 000 нормо-часов;
tΣК – суммарное штучно-калькуляционное время, затрачиваемое на изготовление детали-представителя, мин.; tΣК = 11157,98 мин.
tз – нормативный запас хранения мелких и средних поковок в среднесерийном производстве, дни; tз = 12 дней;
Ф = 250 – число рабочих дней в году;
qср– средняя грузонапряжённость площади склада, т/м2; qср = 2,5 т/м2;
Ки = 0,4 – коэффициент использования площади склада, учитывающий наличие проходов и проездов.
Таким образом,
![]() т,
т,
![]() м2.
м2.
Межоперационный склад создается для хранения полуфабрикатов деталей по их возвращении в механический цех после выполнения операций в других цехах. Полуфабрикаты хранятся на полочных стеллажах без тары.
Площадь межоперационного склада FМО определяется по формуле
 , (5)
, (5)
где t = 12 дней – нормативный запас хранения мелких и средних поковок в среднесерийном производстве;
i = 4 – число заходов полуфабриката на межоперационный склад, определяемое по технологическому процессу детали-представителя (после выполнения гальванических, термических и пр. операций, выполняемых в других цехах или на других участках).
Площадь межоперационного склада равна
![]() м2.
м2.
Склад готовых деталей предназначен для хранения деталей перед их отправкой на сборку. Площадь склада
 , (7)
, (7)
где Qд – масса деталей, проходящих через склад в течение года,
 т,
т,
![]() м2.
м2.
Площадь вспомогательного склада в среднесерийном производстве определяется из расчёта 0,15 м2 на единицу технологического оборудования. Таким образом, площадь склада равна
![]() м2.
м2.