Организация производства в цехе (расчет)
1
Организация производства в цехе, планировка цеха и транспорт
1 Организационная структура цеха
Структура механического цеха – это логическое взаимоотношения уровней его управления и функциональных служб, построенные в такой форме, которая позволяет наиболее эффективно реализовать технологические процессы изготовления деталей. Весь цех как большая система делится на три подсистемы:
1. перерабатывающую, в которой изготавливаются детали. Это производственные участки, т.е. основное производство;
2. планирования и контроля, занятую выполнением управленческих функций;
3. обеспечения, предназначенную для реализации технологических процессов. Ее можно назвать вспомогательным производством и обслуживанием работающих.
Схема структуры цеха изображена на рисунке 16.1
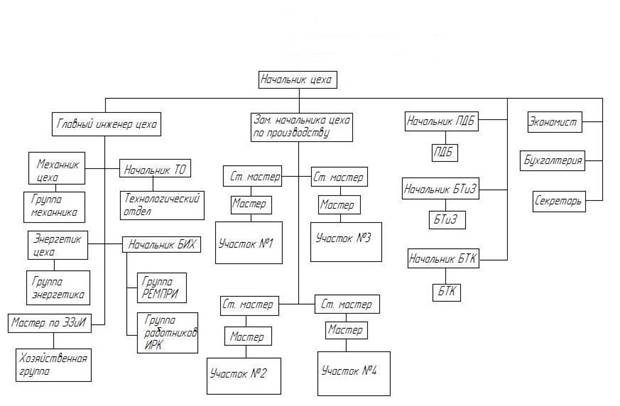
Рисунок1 – Схема структуры цеха
Расчёт количества оборудования по цеху в целом.
Суммарное количество производственного оборудования цеха СРЦ рассчитывается по формуле
![]() , (1)
, (1)
где ТΣН - заданная годовая программа цеха (суммарное нормировочное время в нормо-часах);
ФД.СР. - средний действительный годовой фонд времени работы единицы оборудования при двухсменном режиме в часах.
Средний эффективный фонд времени работы единицы оборудования, час., рассчитываем с учетом удельного веса оснащенных и неоснащенных рабочих мест в общем парке оборудования по формуле
ФД.СР. = (Уос · Тэфос + Ун · Тэфн) / 100, (2)
где Уос , Ун - удельный вес технически оснащенных и неоснащенных рабочих мест, в процентах;
Тэфос, Тэфн - эффективный фонд времени технически оснащенного и неоснащенного рабочего места.
Эффективный фонд времени для неоснащенных рабочих мест (верстаки), на которых выполняются только ручные операции, равен номинальному фонду времени. Номинальный фонд времени определяется как произведение числа рабочих дней в году на номинальную продолжительность смены в часах и на количество смен
Тэфн = 250 · 8 · 2 = 4000 час.
Для оснащенных рабочих мест, на которых операции выполняются с помощью машин и механизмов (станки, установки для абразивной обработки), требуется время на технически неизбежные остановки – плановые ремонты и техническое обслуживание оборудования. Число дней на плановые ремонты принимаем в размере 14 % от номинального фонда времени. Следовательно, эффективный фонд времени оснащенных рабочих мест равен 86 % от номинального фонда времени
Тэфос = 0,14 · (250 · 8 · 2) = 3800 час.
В технологическом процессе изготовления детали 23% времени занимают слесарные операции, то общее количество производственного оборудования в цехе можно приближённо определить как
![]() ед.
ед.
Определение числа производственных участков и их специализации.
Количество производственных участков У определяется исходя из среднего числа станков на одном участке Су = 25-35 единиц (большие значения принимаются для участков, имеющих в своём составе станки с ЧПУ, автоматы или полуавтоматы)
 участка.
участка.
Тогда среднее количество оборудования на участке составляет 36 единиц.
Для единичного и мелкосерийного производства характерна технологическая специализация участков, для среднесерийного – подетальная и для массового и крупносерийного производства – предметная специализация участков.
Принятое распределение оборудования по участкам приведено в таблице.
Таблица 1 – Распределение оборудования по участкам
| № п/п | Наименование участка | Количество единиц Оборудования на участке СПР |
| 1 |
Валов | 36 |
| 2 |
Дисков | 36 |
| 3 |
Крышек | 37 |
| 4 |
Проставок | 37 |
| Всего | 146 | |
Распределение оборудования по операциям для одного из участков на основании штучного времени.
Рассчитаем оборудование по операциям для участка крышек [1, с.22].
Результаты расчётов количества оборудования запишем в таблицу 2:
Таблица 2 – Оборудование участка крышек
| № оп. | Наименование опер. | Наименование оборудования | Модель | TШК, мин | TΣШК, мин | ТПР.У, ч | δТПР.У, ч/мин | ΔТПР. О, ч | ФД, ч | СР.О |
| 1 | 2 | 3 | 4 | 5 |
6 | 7 | 8 | 9 | 10 |
11 |
|
010 |
Токарная |
Токарный |
1508 | 18,9 | 1157,98 | 144540 | 124,82 |
2162,54 | 4015 | 0,54 |
|
015 |
Токарная с ЧПУ |
Токарный с ЧПУ |
Heid | 260,4 |
29794,97 | 3890 | 7,66 | |||
|
020 |
Токарная с ЧПУ |
Токарный с ЧПУ |
Heid | 300 |
34326 | 3890 | 8,82 | |||
|
025 |
Сверлильная |
Сверлильный |
2А55 | 64,11 |
7335,47 | 4015 | 1,83 | |||
|
030 |
Фрезерная |
Фрезерный |
6Р83Ш | 17,22 |
1970,31 | 4015 | 0,49 | |||
|
035 |
Фрезерная |
Фрезерный |
6Р83Ш | 20 |
2288,4 | 4015 | 0,57 | |||
|
040 |
Фрезерная |
Фрезерный |
6Р83Ш | 27 |
3089,34 | 4015 | 0,77 |