Выбор стратегии деятельности предприятия
19
При изготовлении деталей их действительные размеры в силу различных причин иногда оказываются вне поля допуска. Годность действительных размеров устанавливают либо путем их измерения , либо путем контроля (приложение Б).
Для контроля отверстий используются калибры – пробки. Номинальный размер проходной стороны пробки ПР равен наименьшему предельному размеру отверстия. Непроходная сторона калибра – пробки НЕ должна входить в отверстие , поэтому ее номинальный размер равен наибольшему предельному размеру отверстия.
Необходимо проконтролировать размер отверстия 53Н13.
Для 13 – го квалитета точности верхнее предельное отклонение ES = +460 vrv? Yb; нижнее предельное отклонение EI = 0.
Наибольший предельный размер Dmax = D + ES = 53 +
+ 0,46 = 53,46 мм.
Наименьший предельный размер Dmin = D + EI = 53 + 0 = = 53 мм.
Допуск на изготовление калибров-пробок (по ГОСТ 24853 – 81 для IT13):
Н = 30 мкм.
Отклонение середины поля допуска на изготовление проходного калибра для отверстия от проходного предела отверстия ( по ГОСТ 24853 – 81 для IT 13):
Z = 48 мкм.
Допустимый выход размера изношеного проходного калибра для отверстия за проходной предел отверстия ( по ГОСТ 24853 – 81 для IT 13) :
У = 0.
Расчет исполнительных размеров калибров для контроля размера О53 Н13 производится по следующим формулам :
А) проходной калибр-пробка :
1) наибольший предельный размер проходного калибра – пробки :
ПP max = Dmin + Z + H/2; (4.13)
ПP max = 53 + 0.048 + 0.015 = 53.063
2) наименьший предельный размер нового проходного калибра-пробки :
ПP min = Dmin + Z - H/2; (4.14)
ПP min = 53 + 0.048 - 0.015 = 53.033
3) размер проходного калибра – пробки , проставляемый на чертеже :
ПP = ПР max - H ; (4.15)
ПP = 53.063 – 0.03 ;
4) наименьший размер изношенного проходного калибра – робки :
ПP изн = Dмин - У; (4.16)
ПP изн = 53 - 0 = 53;
Б) непроходной калибр – пробка
1) наибольший предельный размер непроходного калибра – пробки :
НЕ max = Dmax + H/2; (4.17)
НЕ max = 53.46 + 0.015 = 53.475 ;
2) наименьший предельный размер нового непроходного калибра-пробки :
НЕ min = Dmax - H/2; (4.18)
НЕ min = 53,46 – 0,015 = 53.445
3) размер непроходного калибра – пробки , проставляемый на чертеже :
НЕ = НЕ max - H ; (4.19)
НЕ = 53.475– 0.03 ;
Схема расположения полей допусков калибров для отверстия О 53 Н13 представлена на рисунке 4.1.
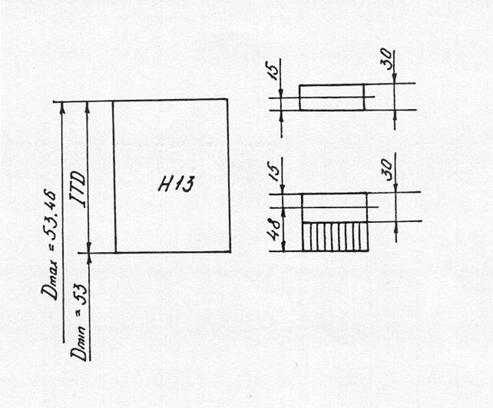
Рисунок 4.1 – Схема расположения полей допусков калибров для отверстия О 53Н13
ВЫВОДЫ
В результате предложенных в проекте мероприятий по изменению выбора исходной заготовки для детали «втулка» удалось снизить ее себестоимость на 8,43 грн. за счет экономии металла. Правильность выбора варианта заготовки подтверждает тот факт , что коеффициент использования материала увеличился с 0,436 до 0,52.
Также в результате уменьшения припусков снижается основное время механической обработки втулки на 0,83 мин. Расчет контрольной оснастки режущего инструмента и станочного приспособления доказал обоснованность их выбора на Харьковском тракторном заводе.
Нормирование труда
В производственном процессе первичным звеном является рабочее место, поэтому от уровня его организации в значительной мере зависит эффективность , производительность труда. Важным фактором , способствующим эффективному высокопроизводительному труду . является рациональная планировка рабочего места.
В цехах завода ХТЗ планировка рабочего места обеспечивает наиболее удобные и безопасные условия труда . спсобствует сокращению трудовых движений , снижению утомляемости работника и экономиии рабочего времени. Асе рабочие места основных рабочих соответствуют требованиям научной организации труда.
Применяемая система обслуживания рабочих мест – регламентная , при которой службы обслуживания заранее комплектуют и централизованно доставляют на рабочее место все необходимое для выполнения очередной работы.
На заводе применяется повременно-премиальная и сдельно-премиальная системы оплаты труда. По сдельно-премиальной системе в 2000 году на заводе работало 1518 рабочих, остальные рабочие и служащие работали в условиях повременно – премиальной системы оплаты труда. Общее количество действующих норм времени – 46286 единиц, в том числе технически обоснованных – 36520 единиц. Удельный вес технически обоснованных норм времени составил 78,9 %. Средний уровень выполнения норм выработки в 2000 году составил 242,9% , что на 38,1 % превышает уровень 1999 года. Особенно высокий уровень выполнения норм выработки достигнут в цехах ;
- Механическом 1 – 274,5 %;
- Механическом 2 –280,9 %;
- Сборочном – 282,6 %;
- Окрасочном –289 %;
Отчет о выполнении норм выработки рабочими-сдельщиками представлен в таблице 5.1
На заводе для нормирования труда используются следующие нормативы :
А) общемашиностроительные нормативы режимов резания для технического нормирования работ на металлорежущих станках – М., Машиностроение , 1974 ;
Б) общемашиностроительные нормативы времени вспомогательного, на обслуживание рабочего места и подготовительно-заключительного на работы, выполненные на металлорежущих станках . Серийное производство – М.: Машиностроение, 1974;
В) общемашиностроительные нормативы времени на ручную электродуговую сварку малоуглеродных и низколегированных сталей – М.: Машиностроение, 1972.
Таблица 5.1 – Отчет о выполнении норм выработки рабочими – сдельщиками за 2000 год.
|
Профессия |
Уровень выполнения норм выработки |
Итого,чел |
Ср.% | ||||||
|
До 100 |
100-150 |
105-110 |
110-120 |
120-130 |
130-150 |
Свыше | |||
|
Рабочие основнх и вспомогательных цехов | - | 2 | 9 | 15 | 28 | 94 | 1369 | 1578 | 242,9 |
|
В том числе профессии : | |||||||||
|
Токари | - | 1 | 1 | 9 | 1 | 4 | 353 | 369 | 248,5 |
|
Токари – карусельщики | - | - | 1 | 3 | - | 9 | 84 | 97 | 236,9 |
|
Токари-расточники | - | - | 1 | 3 | 1 | 11 | 166 | 182 | 240,1 |
|
Фрезеровщики | - | 1 | 1 | 2 | 13 | 122 | 139 | 278 | 251,3 |
|
Сверловщики | - | - | 1 | - | 3 | 10 | 192 | 206 | 242,6 |
|
Сварщики | - | 1 | - | - | 4 | 13 | 103 | 121 | 234,2 |
|
Операторы | - | - | 3 | - | 7 | 15 | 85 | 110 | 225,2 |
|
Слесари- механосборщики | - | - | - | - | 4 | 7 | 145 | 156 | 252,6 |
|
Кузнецы | - | - | - | - | 3 | 7 | 64 | 74 | 248,3 |
|
Формовщики | - | - | 1 | - | 3 | 5 | 55 | 64 | 244,5 |