Производственный процесс в мясной промышленности
2
Пропорциональность производственных подразделений можно определить также путем сопоставления такта работы цеха с тактами рабочих мест и операций.
Величина такта и мощность цеха находятся в обратной зависимости:
 (1.2.3)
(1.2.3)
Где, Т- такт работы цеха, мин или сек на единицу изделия; Тсм — продолжительность смены, ч, мин или сек; Тп — регламентированные перерывы в работе цеха; Мсм— мощность цеха за смену.
Такт рабочего места определяют по формуле:
![]() (1.2.4)
(1.2.4)
где Тр — такт рабочего места, ч, мин или сек на единицу изделия; Псмр—суммарная производительность оборудования на рабочем месте, т, кг, шт и т. п. за смену.
При выполнении операции вручную такт рабочего места определяется расчетом:
![]() (1.2.5)
(1.2.5)
где Н- норма времени с учетом степени выполнения норм выработки (чел-ч или чел-мин на единицу изделия); Р — число рабочих, выполняющих операцию на одном рабочем месте.
Пропорциональность между операциями обеспечивается путем подбора оборудования на рабочие места в соответствии с мощностью цеха, а также организацией соответствующего количества рабочих мест на каждой операции. Число рабочих мест на операции определяется расчетом:
 (1.2.6)
(1.2.6)
Величина такта операции связана с тактом рабочих мест, на которых она выполняется:
![]() (1.2.7)
(1.2.7)
где t— такт операции, мин или сек на единицу изделия; Тр — такт рабочего места, мин, сек я др. на единицу изделия; Рм— число рабочих мест, на которых выполняется операция.
При Рм=1, t=Тр
Сопоставление такта работы цеха с плановым ритмом дает возможность определить соответствие задания мощности цеха и установить степень ее использования.
В организации основного производства на предприятиях мясной промышленности используется принцип параллельности.
Параллельность выполнения операций и процессов производства. Этот принцип основан на одновременном выполнении операций, фаз, этапов или частей производственного процесса.
Например, операции обвалки и жиловки мяса на колбасных заводах выполняются одновременно. Вместе с тем каждая из них выполняется параллельно на нескольких рабочих местах (рис. 1).
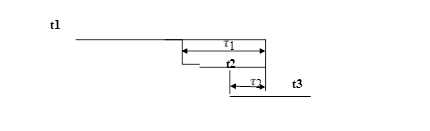
Рис 1 Параллельное выполнение операций.
Параллельное выполнение операций может быть полным и частичным. При полном совмещении время выполнения одной операции полностью перекрывается временем выполнения другой. На рис 1. первая операция продолжительностью t1 полностью перекрывает время выполнения второй продолжительностью t2. Время их параллельного выполнения равно продолжительности меньшей из них τ1=t2.
При частичном совмещении одна из операций частично перекрывает время выполнения другой. Время их одновременного выполнения τ2 меньше продолжительности каждой.
На рис. 2.2. операции продолжительностью t2 и t3 больше, чем τ2.
Параллельность операций характеризуется коэффициентом:
![]() (1.2.8)
(1.2.8)
где ![]() — время параллельного выполнения операций; tм— меньшая продолжительность одной из двух смежных операций, выполняемых параллельно.
— время параллельного выполнения операций; tм— меньшая продолжительность одной из двух смежных операций, выполняемых параллельно.
Параллельное выполнение операций сокращает длительность производственного цикла. Степень сокращения цикла зависит от степени параллельности операций и определяется коэффициентом:
 (1.2.9)
(1.2.9)
где ∑τ- сумма времени совмещений на всех операциях процесса;
∑t- общая продолжительность операций процесса производства;
m- число операций.
Коэффициент параллельности производственного процесса определяется по формуле:
 (1.2.10)
(1.2.10)
где Тц— длительность производственного цикла.
Непрерывность производственного процесса. Непрерывность является условием максимального сокращения незавершенного производства и производственного цикла. Особенно важно соблюдать непрерывность производственного процесса на предприятиях мясной промышленности, где сырье и материалы не могут храниться долгое время без охлаждения, замораживания или других способов консервирования. Порча сырья в результате неправильного хранения вызывает большие убытки, которые невозможно возместить за счет экономии на других расходах из-за высокой стоимости сырья и материалов.
Наряду с соблюдением непрерывности обработки сырья в процессе производства продукции важно не допускать непредусмотренных перерывов в работе рабочих и оборудования в течение рабочего времени. Перерывы в их работе возникают из-за отсутствия сырья, материалов, электроэнергии, технического обслуживания и вызывают потери рабочего времени. Чтобы ликвидировать или уменьшить простои на рабочих местах, создаются запасы сырья и материалов, что и приводит к нарушению непрерывности.
Организация непрерывного производства возможна на основе создания пропорциональности в работе различных его участков и обеспечении ритмичности.
Направления повышения эффективности производственной деятельности на предприятиях пищевой промышленности
Важнейшими направлениями повышения эффективности производственной деятельности на предприятиях пищевой промышленности являются:
· электрификация - означает широкое применение электроэнергии в производстве и быте. Она способствует совершенствованию производственно- технической базы и росту ее технической оснащенности, обеспечивает интенсификацию технологических процессов, повышает культуру производства, облегчает условия труда, т.к. энергию можно подвести к рабочему месту. Электроэнергия на предприятиях пищевой промышленности используется в силовых процессах для приведения в движение различных машин, конвейеров, транспортеров, а также в технологических процессах , выработке готовой продукции. Степень использования электроэнергии в пищевой промышленности характеризуется коэффициентами электрификации производства и технологических процессов, а также электровооруженностью труда. Коэффициент электрификации технологических процессов представляет собой отношение количества электроэнергии, используемой на технологические нужды, к общему количеству потребленной электроэнергии в производственных целях.
· Механизация и автоматизация производства означает замену ручного труда отдельными машинами или системой машин.
В зависимости от степени охвата производственных операций различают частичную и комплексную механизацию производства.
Важнейшим направлением научно-технического прогресса в пищевой промышленности является создание не только автоматизированных линий, но и автоматизированного цеха (завода) по переработке полуфабрикатов с программным управлением, автоматизированных складов и холодильников.