Оперативное управление производством
6
Реализация этой задачи при условии своевременности поступления, полноты и достоверности учитываемой информации может быть осуществлена путем создания комплексно автоматизированной системы оперативного учета на предприятии.
Такая система должна отвечать следующим требованиям:
- обладать высокой оперативностью по сбору и обработке информации;
- исключать дублирование в работе каждого звена системы;
- обеспечить предварительную обработку информации в пунктах ее сбора для целей использования результатов обработки на местах ее возникновения;
- исключить передачу в ВЦ АО избыточной информации;
- обеспечивать возможность синтезирования полученной информации в необходимых для управления разрезах;
- исключить и свести к Минимуму ручной труд при заполнении первичной учетной документации;
- быть экономически эффективной в сравнении с действующей системой оперативного учета.
Реализация этих требований возможна при условии насыщения всех подразделений АО современными средствами периферийной и другой оргтехники, обеспечивающими максимально возможную механизацию и автоматизацию процессов регистрации, предварительной обработки и передачи информации в ВЦ. При этом весьма важным условием является строго обоснованный выбор периферийных устройств с точки зрения их технических возможностей, надежности и способности обеспечить выполнение указанных требований системы оперативного учета.
Для управления производством требуется определенный перечень данных, характеризующих результаты работы каждого цеха и его подразделений, их регистрация на соответствующие технические носители и передача в ВЦ для последующей обработки. При определении перечня регистрируемых данных необходимо стремиться к его минимальной величине и вместе с тем к обеспечению решения на ЭВМ большего количества задач для целей управления.
Одним из наиболее важных факторов минимизации регистрируемых данных является ведение учета не по всем параметрам утвержденных и реализуемых в цехах, отделах, складах планов работы, а только по отклонениям. Это позволяет сократить количество периферийного оборудования, используемого в пунктах сбора информации, и затраты времени на регистрацию данных.
Ниже приводятся основные регистрируемые данные и задачи, решаемые в системе оперативного учета для управления производством.
Регистрируемые данные. Плановая информация – это запланированная к выпуску номенклатура изделий в количественном и стоимостном выражении; изменения в программе выпуска изделий; поступление заявок на изготовление изделий.
Информация о ходе производства: выпуск изделий, СЕ, деталей в разрезе года с разбивкой по кварталам и месяцам сборочными, обрабатывающими и заготовительными цехами АО; поступление готовых деталей и СЕ на центральный склад АО; и их выдача сборочным цехам; поступление обработанных деталей в кладовые цеха и их выдача на сборочные участки; движение деталей, СЕ и изделий по операциям технологического процесса с указанием времени выдачи задания и завершения выполненной работы; движение заделов деталей на рабочих местах; передача деталей и СЕ между участками цеха и цехами АО; брак всех видов; поступление материалов, заготовок, оснастки и инструмента в цеховые кладовые и их выдача на рабочие места; время работы и простои оборудования; выход оборудования в ремонт и из ремонта; расход электроэнергии, топлива, воды, пара, горюче-смазочных материалов, эмульсии и т. д.
В АО и непосредственно в цехах решаются задачи по учету следующих показателей: выполнение производственных программ на участках, в цехах и в организации в целом за месяц, квартал, год в количественном и стоимостном выражении; расходование фонда заработной платы по цехам и участкам; ритмичность хода производства, незавершенного производства, остаточное трудоемкости изготовления изделия (заказа); брак в количественном и стоимостном выражении; выработка и заработная плата по всем категориям работающих; фондоотдача и фондоемкость, себестоимость, отработанное время; выполнение производственных программ и заданий участками и цехами за смену, сутки, неделю; выполнение экспортных заказов; выполнение плана по запасным частям и ремонтным комплектам; межцеховые передачи деталей, движение деталей (заготовок) в производственных складах и кладовых; фактические остатки деталей; комплектация хода производства; отстающие (опережающие) детали и др.
Для организации и проведения работ по регистрации информации на местах ее появления в цехах, складах (кладовых) создаются пункты сбора информации, на которых не только осуществляется регистрация информации о результатах производственной деятельности цеха, но и производится некоторая предварительная ее обработка.
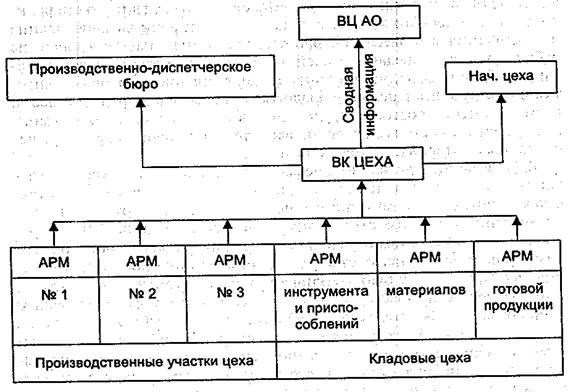
Рис. 2. Схема регистрации, обработки и передачи оперативной информации о ходе производства в обрабатывающем цехе
Типы и количество периферийного оборудования, которым оснащаются пункты сбора информации, определяются исходя из объема и сложности выполняемых работ.
Предусматривается следующий порядок регистрации и обработки информации:
регистрация первичной информации, характеризующей состояние производства в числовой форме, т. е. фиксирование информации на первичных планово-учетных документах с помощью технических средств на машинные носители или непосредственно в вычислительный комплекс (ВК) цеха; накопление и передача первичной информации (документов или машинных носителей) с места ее образования в ВК цеха; проведение расчетов в ВК цеха по алгоритмам, определяющим ход обработки информации для целей сводного учета и управления;
Контроль и анализ хода производства
Контроль за ходом производства имеет целью выявление отклонений от установленных плановых заданий и календарных графиков производства, неполадок в работе различных подразделений и служб АО.
В процессе контроля на уровне АО и цехов проверяется:
- выполнение номенклатурного плана выпуска изделий;
- передача подразделениям ДСЕ и заготовок;
- состояние заделов ДСЕ и заготовок;
- состояние оперативной подготовки производства;
- обеспечение производства технологической оснасткой, материалами и т.д.
Кроме того, в ходе производства контролируется работа отстающих участков и цехов, уникального оборудования, выполнение внеплановых срочных заданий.
Состав и содержание работ по контролю, периодичность его выполнения, контролируемые планово-учетные единицы различаются в зависимости от типов производства.
В единичном производстве объектами контроля являются графики оперативной подготовки производства и сроки выполнения важнейших работ по отдельным заказам. Контроль за состоянием заделов осуществляется в комплектах на заказ, а за подготовкой производства — по особо важным позициям.
В серийном производстве контролируются номенклатура, количество и сроки выпуска сборочных единиц, ведущих деталей, состояние складских заделов заготовок, деталей, степень комплектной обеспеченности сборочных работ. Контроль выполнения плановых заданий в зависимости от типа производства выполняется посменно, по календарным планам-графикам выпуска деталей, по заказу в целом. Заделы контролируются в разрезе деталей и в групповых комплектах.