Оперативное управление производством
9
Nвып = Nпост + Nп.ск + DLскл ;
Nзап = (Nвып + DLцикл) 100 / (100 - По)
где Nпост — количество деталей (заготовок) данного наименования, предназначенных к поставке в следующий потребляющий цех (т. е. полуфабрикаты);
Nп.ск — количество деталей для сдачи на сбытовой склад завода (т. е. готовая продукция);
Nвып — количество деталей для выпуска в данном плановом периоде;
DLскл, DLцикл — отклонения (на начало планового периода) величины складского и циклового заделов от установленного норматива;
П0 — процент отсева (брак и пр.) по отношению к суммарному запуску, определяемый по данным статистической отчетности.
Nвып = 8 + 3 – 0 = 11 изделий будет выпущено в 2006 – 2007 годах цехами основного производства, в соответствии с графиком (Прил.1)
Календарный план запуска-выпуска деталей, узлов и других комплектов должен обеспечивать согласованную во времени ритмичную работу всех смежных по технологическому процессу цехов. Это достигается так называемыми опережениями в работе. Календарным опережением называется величина календарного времени от запланированной даты выпуска серии изделий до запуска дета лей или узлов на определенной стадии производства. По опережению можно определить, за сколько дней до выпуска готового изделия должна быть запущена в обработку партия данных деталей на каждой технологической стадии производства. Чем большее количество цехов проходит деталь и чем длительнее ее цикл внутри каждого цеха, тем раньше она должна быть запущена в производство по отношению к деталям, проходящим меньшее количество цехов и операций. Величина опережения может быть выражена в днях, в изделиях или в порядковых номерах изделий (которые присваиваются также комплектам заготовок, узлов).
Величина опережения слагается из длительности производственного цикла и резервного времени, обеспечивающего своевременное начало работ на последующей фазе процесса при возникновении каких-либо перебоев. Опережение может рассчитываться как по запуску детали по каждому цеху, так и по выпуску ее цехом.
Опережение времени окончания каждой технологической стадии определяется в размере длительности цикла последующих за ней технологических стадий вплоть до выпуска изделия.
Следовательно, расчет величины опережений по технологическим стадиям производится сложением длительности производственных циклов (дней) от запланированного выпуска изделия до каждой технологической стадии в направлении, обратном ходу технологического процесса. Опережения рассчитываются по отдельным цехам и деталям изделия.
Так, например, в основном производстве, если производственный цикл для данной детали в заготовительном цехе равен 5 дням, в механическом — 18, в узловой сборке — 6, в общей сборке — 9, резервное опережение между цехами —4 дня, то опережение по запуску в узловую сборку составит:
tз.сб = Тузл. сб + t рез.сб + Т общ. сб = 6 + 4 + 9= 19 дней.
Опережение по выпуску из узловой сборки составит:
tв.сб = t рез.сб + Тоб. сб = 4 + 9 — 13 дней.
Опережение по запуску в механическом цехе:
tз.мех. обр = Т обр + t рез. обр + Т узл. сб + t рез. сб + Т общ. сб = 18+ 4 + 6 +4+ 9 = 41 день.
Опережение по выпуску из механического цеха:
tв. мех. обр = tрез. сб + Т узл. сб + t рез. сб + Т общ. сб = 4 + 6 + 4 + 9 = 23 дня.
Опережение по запуску в заготовительном цехе
tз. загот = Т заг + tрез. заг + Т обр + t рез. обр + Т узл. сб + t рез. сб + Т общ. об =
= 5 + 4+ 18 + 4 + 6 + 4 + 9 = 50 дней.
Опережение по выпуску из заготовительного цеха будет равно
tв. загот = tрез. заг + Т обр + t рез. обр + Тузл. сб + t рез. сб + Т общ. сб =
= 4 + 18 + 4 + 6 + 4 + 9 = 45 дней.
График времени опережений приведен на рис. 3.
Межцеховое оперативное планирование осуществляется обычно в отделе главного диспетчера завода. Внутрицеховое оперативно-производственное планирование осуществляется в планово-диспетчерском бюро цеха (ПДБ).
Организационная структура управления НАЗ «СОКОЛ» и структура органов оперативного планирования показана в Приложении 2 и 3 соответственно.
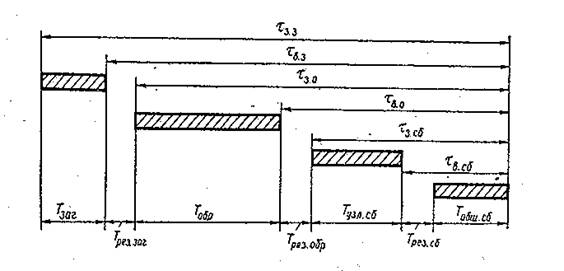
Рис.3 График времени опережений
Известно, что в серийном производстве номенклатура изготавливаемых изделий более или менее постоянна и регулярно повторяется в программе выпуска. Значительное превышение числа детале-опёраций в сравнении с количеством рабочих мест определяет необходимость изготовления изделий на рабочих местах партиями в порядке чередования с другими изделиями.
В связи с этим в условиях серийного производства важнейшей задачей оперативного планирования является установление и обеспечение периодичности изготовления изделий в соответствии с планом; определение размера партии выпуска изделий, величины партии деталей и периодичности запуска их в обработку. В связи с этим основными календарно-плановыми расчетными нормативами в серийном производстве являются: размер партии изготовления изделий, нормативный размер партии деталей и периодичность их изготовления, продолжительность производственных циклов обработки партии деталей, календарно-плановых опережений и заделов.
На основании этих нормативов строятся планы-графики работы производственных участков и изготовления продукции (Приложения 4,5,6).
В серийном производстве применяется два типа поточных линий. Переменно-поточные и групповые поточные. В соответствии с этим различают несколько вариантов построения календарных графиков работы производственных участков, которые используются на рассматриваемом предприятии:
а) планы-графики работы переменно-поточных линий, которые регламентируют периодичность запуска деталей в обработку и сроки переналадки линии в соответствии с поступлением новой партии деталей;
б) пооперационный стандартный план-график участков, обрабатывающих детали партиями для непрерывной сборки изделий при небольшом числе деталеопераций, выполняемых на одном рабочем месте (5—6 деталеопераций, рис. 4);
в) стандартный план-график запуска-выпуска партии деталей с периодической повторяемостью применительно к непрерывной или строго периодической сборке изделий.
г) календарный план-график сроков подачи деталей на сборку и запусках на первую операцию для серийного производства без строгой периодичности выпуска.
Общими условиями для построения графиков являются: технологические маршруты обработки деталей, с указанием норм времени на обработку деталей, строгое закрепление деталеопераций за станками, месячные программы по деталям и основные нормативы производственного процесса.
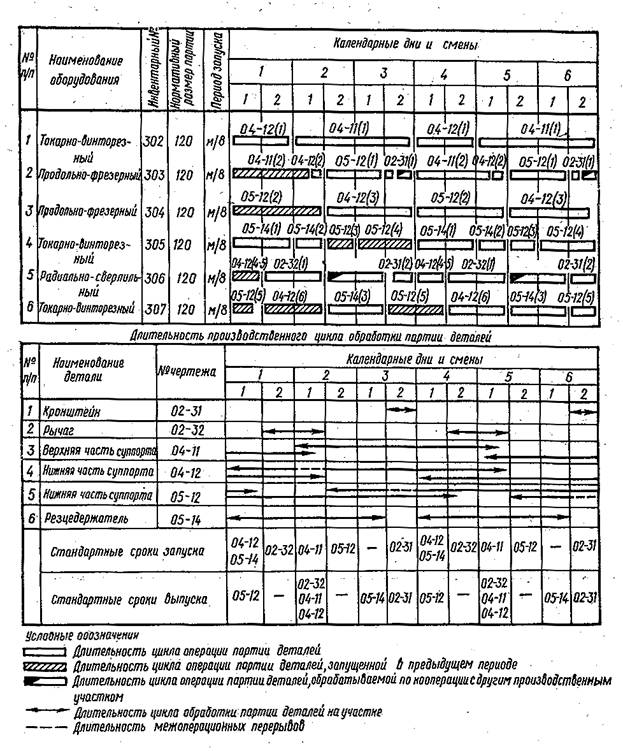
Рис.4 Пооперационный план-график работы производственного участка
Наибольшая эффективность решения задач оперативного планирования и диспетчерского регулирования хода производства на предприятии достигнута за счёт применения автоматизированных систем управления производством (АСУП) и электронно-вычислительных машин. Эти машины способны быстро выполнять различного рода расчеты по составлению графиков загрузки оборудования, распределению работ по рабочим местам, определению потребных материалов, деталей, по учету незавершенного производства. В этих условиях диспетчер имеет возможность дистанционного управления работой автоматических систем, пользуясь техническими средствами контроля и управления.