Управление качеством
9
Решение:
Для построения контрольной карты необходимо определить значение среднего уровня дефектности, а также верхнюю и нижнюю границу регулирования.
Среднее значение признака находится по формуле средней арифметической:
 , (4.2)
, (4.2)
где ![]() - среднее значение признака;
- среднее значение признака;
хi– индивидуальные значения признака;
n– число индивидуальных величин.
![]() %
%
Для оценки контрольных границ (границ регулирования) применяется трехкратное среднеквадратичное отклонение (правило трех сигм). Данные для расчета границ регулирования представлены в таблице:
Таблица 4.3
|
Номер |
p |
|
|
|
1 |
2,3 |
-0,05 |
0,0025 |
|
2 |
2,1 |
-0,25 |
0,0625 |
|
3 |
2 |
-0,35 |
0,1225 |
|
4 |
2,5 |
0,15 |
0,0225 |
|
5 |
3,5 |
1,15 |
1,3225 |
|
6 |
2,8 |
0,45 |
0,2025 |
|
7 |
2,2 |
-0,15 |
0,0225 |
|
8 |
2 |
-0,35 |
0,1225 |
|
9 |
2 |
-0,35 |
0,1225 |
|
10 |
2,1 |
-0,25 |
0,0625 |
Верхняя граница регулирования: ВКП = 2,35+ 3*0,454 = 3,712
Нижняя граница регулирования: НКП = 2,35 – 3*0,454 = 0,988
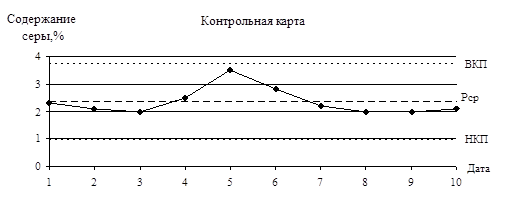
Поскольку точки, наносимые на контрольную карту, не выходят за границы регулирования, технологический процесс не требует дополнительного регулирования.
Причинно-следственные диаграммы строятся с целью рассортировать и определить взаимодействия между факторами, влияющими на процесс. Причинно-следственная диаграмма Исикавы изображает зависимость между данным следствием и его потенциальными причинами (причинно-следственный анализ).
Для производства изделий, качество которых удовлетворяло бы запросам потребителей, прежде всего, необходимо наиболее важным показателям качества (являющимся следствием) поставить в соответствие различные факторы производства (составляющие систему причинных факторов). Затем на те факторы, которые оказывают отрицательное влияние на результат, необходимо оказать воздействие правильно подобранными мерами и этим ввести процесс в стабильное состояние.
Таким образом, схема Исикавы позволяет выявить и сгруппировать условия и факторы, влияющие на изучаемую проблему, которая условно обозначается в виде прямой горизонтальной стрелки. Факторы, прямо или косвенно влияющие на проблему изображаются наклонными стрелками, причем существенные факторы, то есть причины 1-го порядка – наклонными большими стрелками, менее существенные – наклонными маленькими стрелками.
Гистограмма представляет собой столбчатый график и применяется для наглядного изображения распределения конкретных значений параметра по частоте повторения за определенный период времени (неделя, месяц, год). Гистограмма полезна для получения визуальной информации о процессе и помогает принять решение, на чем сосредоточить управленческие усилия по улучшению процесса.
Эта информация отображается серией столбиков одинаковой ширины, но разной высоты. Ширина столбика представляет интервал в диапазоне наблюдений. Высота столбика представляет количество измерений, попавших в данный интервал. При нормальных данных существует тенденция расположения большинства результатов наблюдений ближе к центру распределения (центральное значение) с постепенным уменьшением при движении от центра. Гистограмма применяется главным образом для анализа значений измеренных параметров, но может использоваться и для расчетных значений.
При нанесении на график допустимых значений параметра можно определить, как часто этот параметр попадает в допустимый диапазон или выходит за его пределы.
Диаграмма Парето способствует выявлению наиболее важных причин потерь качества, возможности улучшения качества и установления целей. Диаграмма Парето обеспечивает простой графический метод классификации причин от наиболее до наименее важных. Диаграмма Парето показывает в убывающем порядке относительное влияние каждой причины на общую проблему. Для представления накопленного влияния причин используется кумулятивная кривая.
С помощью диаграммы Парето анализируется число случаев брака, виды брака, потери от брака по причинам и видам брака, затраты времени и материальные средства на исправление брака, содержание рекламаций, поступающих от потребителей, причины аварий и поломки технологического оборудования, причины несоблюдения технологической дисциплины, затраты на обеспечение качества в процессе производства, анализ спроса на различные виды продукции.