Оценка качества продукции завода полистиролов ОАО "Нижнекамскнефтехим"
7
Как правило, планы выборочного приемочного контроля проектируют таким образом, чтобы была мала вероятность ошибочно забраковать годную продукцию, или был мал “риск производителя”. Большинство планов выборочного контроля проектируется так, чтобы "риск производителя" был a= 0,05.
Если при установленном плане выборочного контроля “уровень приемлемого качества” соответствует предполагаемой доле брака p в генеральной совокупности, то считают, что вероятность забраковать годную продукцию мало отличается от 0,05. Поэтому уровень приемлемого качества и a соответствуют способу плана выборочного контроля. Важно также, что план приемочного выборочного контроля составляется с таким расчетом, чтобы вероятность приемки продукции низкого качества была мала, т. е. был мал “риск потребителя”. Граница между хорошей и плохой продукцией называется допустимой долей брака в партии. Рассмотрим более подробно наиболее распространенные методы статистического контроля качества.
Основной характеристикой партии изделий по альтернативному признаку является генеральная доля дефектных изделий.
![]() (1.1)
(1.1)
где D – число дефектных изделий в партии объемом N изделий.
В практике статистического контроля генеральная доля q неизвестна и ее следует оценить по результатам контроля случайной выборки объемом n изделий, из которых m дефектных.
Под планом статистического контроля понимают систему правил, указывающих методы отбора изделий для проверки, и условия, при которых партию следует примять, забраковать или продолжить контроль.
Задача выборочного приемочного контроля фактически сводится к статистической проверке гипотезы о том, что доля дефектных изделий q в партии равна допустимой величине qo, т. е. H0::q = q0.
Для успешного применения статистических методов контроля качества продукции большое значение имеет наличие соответствующих руководств и стандартов, которые должны быть доступны широкому кругу инженерно-технических работников. Стандарты на статистический приемочный контроль обеспечивают возможность объективно сравнивать уровни качества партий однотипной продукции как во времени, так и по различным предприятиям.
Остановимся на основных требованиях к стандартам по статистическому приемочному контролю.
Прежде всего стандарт должен содержать достаточно большое число планов, имеющих различные оперативные характеристики. Это важно, так как позволит выбирать планы контроля с учетом особенностей производства и требований потребителя к качеству продукции.
Желательно, чтобы в стандарте были указаны различные типы планов: одноступенчатые, двухступенчатые, многоступенчатые, планы последовательного контроля и т. д.
При контроле изделий по нескольким признакам стандарт рекомендует классифицировать дефекты на три класса: критические, значительные и малозначительные.
Одним из основных инструментов в обширном арсенале статистических методов контроля качества являются контрольные карты. Принято считать, что идея контрольной карты принадлежит известному американскому статистику Уолтеру Л. Шухарту. Она была высказана в 1924 г. Первоначально они использовались для регистрации результатов измерений требуемых свойств продукции. Выход параметра за границы поля допуска свидетельствовал о необходимости остановки производства и проведении корректировки процесса в соответствии со знаниями специалиста, управляющего производством.
Это давало информацию о том, когда кто, на каком оборудовании получал брак в прошлом.
Однако, в этом случае решение о корректировке принималось тогда, когда брак уже был получен. Поэтому важно было найти процедуру, которая бы накапливала информацию не только для ретроспективного исследования, но и для использования при принятии решений. Это предложение опубликовал американский статистик И. Пейдж в 1954 г. Карты, которые используются при принятии решений называются кумулятивными.
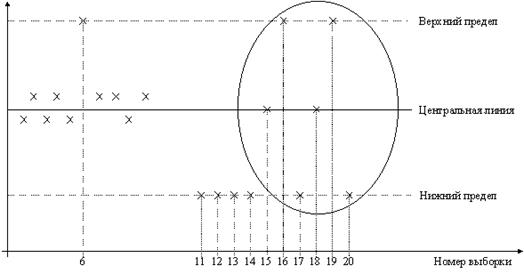
Рисунок 1.5 - Контрольная карта
Контрольная карта (рисунок 1.5) состоит из центральной линии, двух контрольных пределов (над и под центральной линией) и значений характеристики (показателя качества), нанесенных на карту для представления состояния процесса.
В определенные периоды времени отбирают (все подряд; выборочно; периодически из непрерывного потока и т. д.) n изготовленных изделий и измеряют контролируемый параметр.
Результаты измерений наносят на контрольную карту, и в зависимости от этого значения принимают решение о корректировке процесса или о продолжении процесса без корректировок.
Сигналом о возможной разналадке технологического процесса могут служить:
- выход точки за контрольные пределы (точка 6); (процесс вышел из-под контроля);
- расположение группы последовательных точек около одной контрольной границы, но не выход за нее (11, 12, 13, 14), что свидетельствует о нарушении уровня настройки оборудования;
- сильное рассеяние точек (15, 16, 17, 18, 19, 20) на контрольной карте относительно средней линии, что свидетельствует о снижении точности технологического процесса.
При наличии сигнала о нарушении производственного процесса должна быть выявлена и устранена причина нарушения.
Таким образом, контрольные карты используются для выявления определенной причины, но не случайной.
Под определенной причиной следует понимать существование факторов, которые допускают изучение. Разумеется, что таких факторов следует избегать.
Вариация же, обусловленная случайными причинами необходима, она неизбежно встречается в любом процессе, даже если технологическая операция проводится с использованием стандартных методов и сырья. Исключение случайных причин вариации невозможно технически или экономически нецелесообразно.
Часто при определении факторов, влияющих на какой-либо результативный показатель, характеризующий качество используют схемы Исикава. Она состоит из показателя качества, характеризующего результат и факторных показателей (рисунок 1.6).
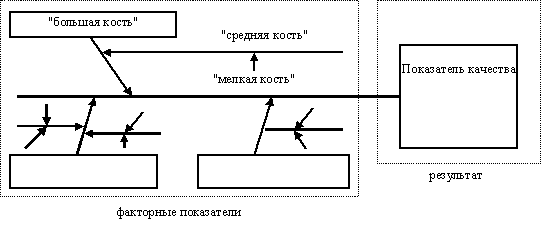
Рисунок 1.6 - Структура диаграммы причин и результатов
Построение диаграмм включает следующие этапы:
- выбор результативного показателя, характеризующего качество изделия (процесса и т. д.);
- выбор главных причин, влияющих на показатель качества. Их необходимо поместить в прямоугольники ("большие кости");
- выбор вторичных причин ("средние кости"), влияющих на главные;
- выбор (описание) причин третичного порядка ("мелкие кости"), которые влияют на вторичные;
- ранжирование факторов по их значимости и выделение наиболее важных.
Диаграммы причин и результатов имеют универсальное применение. Так, они широко применяются при выделении наиболее значимых факторов, влияющих, например, на производительность труда.
Отмечается, что число существенных дефектов незначительно и вызываются они, как правило, небольшим количеством причин. Таким образом, выяснив причины появления немногочисленных существенно важных дефектов, можно устранить почти все потери.