Организация поточной линии по выпуску трансформаторов
3
Средний коэффициент загрузки рабочих мест по поточной линии определяется по формуле
 . (9)
. (9)
Расчет скорости конвейера:
 (10)
(10)
где ![]() – шаг конвейера (расстояние между осями смежно расположенных на конвейере предметов труда), зависит от габаритов изделия, м;
– шаг конвейера (расстояние между осями смежно расположенных на конвейере предметов труда), зависит от габаритов изделия, м;
![]() – такт поточной линии, мин/шт.
– такт поточной линии, мин/шт.
при двусторонней организации конвейера ![]() = 0.6-0.8 м. Приняв
= 0.6-0.8 м. Приняв ![]() =0.8м получим:
=0.8м получим:
![]() , м/мин
, м/мин
Период конвейера используется для адресования изделий на конвейере. Период конвейера есть наименьшее общее кратное всем числам рабочих мест по операциям. Разметку ленты следует производить так, чтобы период в длине ленты укладывался целое число раз (рис. 2.1):
П=НОК{1,2,1,2,4,1,1,2,1}=4
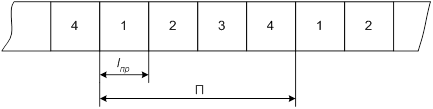
Рисунок 2.1 – разметка ленты конвейера
Рабочая длина ленты распределительного конвейера определяется по формуле
![]() м, (11)
м, (11)
где ![]() – принятое количество рабочих мест на i-й операции;
– принятое количество рабочих мест на i-й операции;
![]() – шаг конвейера, м.
– шаг конвейера, м.
Полная длина ленты распределительного конвейера должна быть несколько больше двойной рабочей длины ленты и согласована с условием распределения, определяется по формуле
![]() м, (12)
м, (12)
где p – постоянное число равное 3,14;
Д – диаметр натяжного и приводного барабанов, м;
П – период конвейера;
К – число повторений периода на общей длине ленты конвейера, определяется по формуле
![]() (13)
(13)
и округляется до целого числа.
![]()
После разметки ленты конвейера необходимо провести закрепление номеров периода за каждым рабочим местом, в соответствии с которым каждый рабочий должен брать и класть предметы труда на ленту. Порядок закрепления номеров показан в таблице 2.2.
Длительность производственного цикла на поточных линиях определяется графически (составляется стандарт-план работы линии Приложение 1) и аналитическим способом.
Производственный цикл – отрезок времени от поступления предмета труда на первую операцию поточной линии до выхода с неё. Определяется длительность производственного цикла аналитическим способом по формулам в зависимости от движения предмета труда перед первой и после последней операций.
Таблица 2.2
Порядок закрепления номеров разметочных знаков за рабочими местами распределительного конвейера
|
Номер операции |
Количество рабочих мест, Спр |
Номер рабо-чего места, Nрм |
Число закре-пленных знаков |
Порядок номеров, закрепленных за рабочими местами |
|
1 |
1 |
1 |
4 |
1 2 3 4 |
|
2 |
2 |
2 |
2 |
1 3 |
|
3 |
2 |
2 4 | ||
|
3 |
1 |
4 |
4 |
1 2 3 4 |
|
4 |
2 |
5 |
2 |
1 3 |
|
6 |
2 |
2 4 | ||
|
5 |
4 |
7 |
1 |
1 |
|
8 |
1 |
2 | ||
|
9 |
1 |
3 | ||
|
10 |
1 |
4 | ||
|
6 |
1 |
11 |
4 |
1 2 3 4 |
|
7 |
1 |
12 |
4 |
1 2 3 4 |
|
8 |
2 |
13 |
2 |
1 3 |
|
14 |
2 |
2 4 | ||
|
9 |
1 |
15 |
4 |
1 2 3 4 |
Так как обработка изделия начинается непосредственно с первого рабочего места без лишнего интервала движения после последней операции, длительность цикла определяется по формуле
![]() мин; (14)
мин; (14)
длительность такта равна 5 мин., тогда количество тактов равно: 145/5=29.
На однопредметных непрерывно поточных линиях создаются заделы трёх видов:
1) технологический задел соответствует тому числу изделий, которое в каждый данный момент времени находится в процессе обработки на рабочих местах. При поштучной передаче изделий он соответствует числу рабочих мест и определяется по формуле
Zтехн=Спр=15 шт. (15)
2) транспортный задел – это количество изделий, которое в каждый данный момент находится на конвейере в процессе транспортировки. При поштучной передаче изделий задел равен:
Zтр=Спр-1=14 шт. (16)
3) резервный задел создаётся на линиях на наиболее ответственных и нестабильных по времени выполнения операциях, а также на контрольных пунктах. Величина задела определяется по формуле:
 шт, (17)
шт, (17)
где ![]() - время, на которое создается резервный запас предметов труда, мин.
- время, на которое создается резервный запас предметов труда, мин.
Для установок и оборудования поточной линии, которые могут выйти из строя, ![]() можно принять на этих рабочих местах равный 4-5% сменного задания.
можно принять на этих рабочих местах равный 4-5% сменного задания.