Операционный менеджмент (планирование, управление запасами, управление проектами)
11
Сервисные системы стараются соответствовать изменяющемуся потребительскому спросу, имея наготове мощности, способные встретить этот спрос. В некотором бизнесе, таком, как «частный доктор» или «юридический офис», система назначений является расписанием посещений. В магазине розничной торговли, на почте или в ресторане быстрого приготовления пищи применение правила «первый пришел — первый обслужен» для обслуживания потребителей будет вполне подходящим. Разработка расписаний в таком бизнесе оборачивается приглашением дополнительных рабочих, часто на неполное рабочее время, чтобы оказать помощь в пиковые периоды. Система резервирования работает хорошо в агентствах, сдающих автомобили напрокат, в залах симфонической музыки, на аэролиниях, в отелях и некоторых ресторанах как минимизирующая время ожидания потребителя и позволяющая избежать разочарования от перегруженного сервиса.
Во всех сервисных системах должен работать персонал, который занимается составлением разного рода расписаний, чтобы представить возможности сервиса но главным направлениям своей деятельности. Хорошо известно, как в результате улучшения составления расписаний сети ресторанов удается сократить затраты на наемный труд.
Переменная мощность (пропускная способность), создаваемая за счет привлечения служащих с неполным рабочим временем. является очень эффективным средством реагирования на переменный спрос на услуги. Поэтому работающие с неполным рабочим временем на различных вспомогательных операциях экономически могут быть более выгодны, чем служащие с полным рабочим временем.
Планирование дискретного производства
Рассказать о 2-х видах систем операционного планирования
Структура выталкивающей системы планирования на уровне межцехового планирования показана на рис. 1.
В рассматриваемой структуре процессом централизованного планирования охвачен каждый цех: цех получает конкретные месячные задания и отчитывается об их выполнении перед центральными органами планирования заводоуправления. Готовую продукцию цех передает на межцеховый склад. При таком планировании цех и центральные органы планирования интересует только выполнение сроков и объемов планового задания. Каждый отдельный цех при этом существует как бы изолированно. Его не интересует, что будет с продукцией, которую он отправляет на промежуточный склад. Его также не интересует, есть ли там остатки продукции от предыдущего месяца, или промежуточный склад пуст. Ясно, что в случае наличия остатков в системе возникает перенакопление. Такое явление может быть обнаружено повсеместно, поэтому считается, что этот вид планирования, если не принимать специальных мер, ведет к перенакоплению запасов (заделов) в системе. С другой стороны, в случае задержки выполнения плановых заданий могут возникать перерывы, основой которых является отсутствие полуфабрикатов на питающих промежуточных складах.
В бывшем Советском Союзе этот вид планирования был единственным. В условиях рыночной экономики такой вид планирования используется на заготовительных предприятиях и предприятиях, производящих стандартизованную продукцию широкого назначения.
Структура вытягивающей системы планирования показана на рис. 2.
Система планирования этого вида предполагает расчет и создание на его основе величин оборотных заделов на всех рабочих
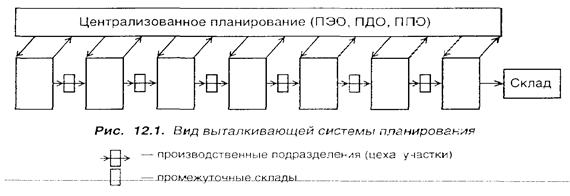
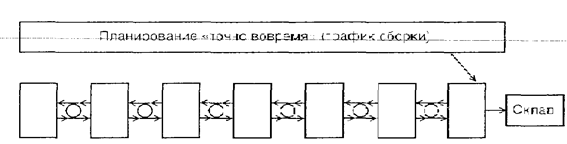
Рис. 2. Планирование «точно вовремя»
местах. Значения этих заделов определяются средней потребностью в конкретных изделиях, изготавливаемых данным предприятием, на короткий отрезок бремени — от месяца до трех. Процессом изготовления изделий управляет центральный плановый орган, который формирует график сборки конечных изделий и спускает его на главный сборочный конвейер. Главный сборочный конвейер отбирает необходимые полуфабрикаты в соответствии с графиком сборки с ближайших промежуточных складов. Изъятые с этих складов полуфабрикаты восполняются цехами-поставщиками полуфабрикатов. В свою очередь, для того чтобы восполнить изъятое, они должны будут забрать полуфабрикаты от предыдущих изготовителей и т. д. Процесс распространяется в обратном движению материального потока (технологическому процессу изготовления изделий) направлении. Информационным сообщением, дающим право забрать требуемые полуфабрикаты, на любой ступени процесса являются карточки «КАНБАН». Эти же карточки выполняют роль плановых заданий на рабочих местах, в цехах-изготовителях.
Рассматриваемый вид системы планирования находит распространение в массовом производстве. основанном на комбинировании модулей, что создает возможность выпускать широкую гамму разнообразных изделий и тем самым удовлетворять разнообразный спрос.
Разница этих двух видов систем планирования базируется на том, что эти виды систем планирования имеют в своей основе различные ритмы, определяющие движение материального потока. Системы выталкивающего вида в основе всех плановых расчетов используют постоянное значение среднерасчетного ритма изготовления продукции. Возможность использования постоянного значения среднерасчетного ритма вытекает из того, что плановым периодом для системы этого вида является годовой период. Как мы отметили вьше, системы вытягивающего вида в качестве плановых периодов для определения величин средних оборотных заделов рассматривают периоды от месяца до трех, оперативное же рассматривает значительно меньшие плановые периоды, вплоть до смены, поэтому значения среднерасчетных ритмов в этих системах переменны.
Выталкивающая система оперативного планирования
Система ОПП серийного производства реализуется при централизованном плакировании в планово-диспетчерских отделах (ПДО) или в планово-экономических отделах (ПЭО) заводоуправления, при децентрализованном планировании — в цехах или на участках. В зависимости от принятых планово-учетных единиц различают:
1) подетальную, 2) комплектную; 3) позаказную системы планирования.
Видно, что система планирования получает название по избранной для целей планирования учетной единице (деталь, комплект, заказ). Пояснения требует комплектная система. которая в качестве планово-учетной единицы представляет комплект деталей. Различают: 1) комплектно-узловую систему— комплект состоит из деталей, входящих в один узел или даже в целое изделие: 2) комплектно-групповую систему — в группу объединяются детали различных узлов, но имеющие одинаковые КПН (сбережения выпуска, ритмы партий). Дифференциация плановых периодов в дискретных типах производства предполагает планирование до часа, а в единичном производстве — до пяти дней, смены.
ОПП состоит из двух этапов. Первый этап—это разработка оперативных планов и графиков изготовления и выпуска продукции, он называется оперативно-календарным планированием (ОКП). Второй этап связан с контролем и регулированием выполнения оперативных планов или хода производства и называется диспетчированием.
По охвату производственного процесса в пространстве ОПП делится на заводское (межцеховое) и цеховое планирование. Заводское планирование заключается в разработке, контроле и учете планов го заводу в целом и по отдельным цехам, а цеховое планирование — в составлении, учете и контроле выполнения планов по цеху в целом, отдельным участкам и бригадам вплоть до рабочих мест. Планирование осуществляется соответствующими службами заводоуправления и цехов. Этими же службами реализуются основные функции планирования, которые различаются лишь степенью детализации планов (для завода— цех, для цеха — участок, бригада, рабочее место).