Производственная структура предприятия
2
Группа А поставляются только по механическим свойствам, химический состав сталей этой группы не регламентируется, он только указывается в сертификатах завода-изготовителя. Стали этой группы обычно используются в изделиях в состоянии поставки без обработки давлением и сварки. Чем больше цифра условного номера стали, тем выше ее прочность и меньше пластичность. Группа Б поставляется только с гарантируемым химическим составом. Чем больше цифра условного номера стали, тем выше содержание углерода. Эти стали в дальнейшем могут подвергаться деформации (ковке, штамповке и др.), а в отдельных случаях и термической обработке. При этом их первоначальная структура и механические свойства не сохраняются. Знание химического состава стали позволяет определить температурный режим горячей обработки давлением и термообработки. Группа В могут подвергаться сварке. Их поставляют с гарантированным химическим составом и гарантированными свойствами. Стали этой группы маркируются буквой В и цифрой, например — В СтЗпс. Эта сталь имеет механические свойства, соответствующие ее номеру по группе А, а химический состав — номеру по группе Б с коррекцией по способу раскисления.
Качественные углеродистые стали
Этот класс углеродистых сталей изготавливается по ГОСТ 1050—74. Качественные стали поставляют и по химическому составу, и по механическим свойствам К ним предъявляются более жесткие требования по содержанию вредных примесей (серы не более 0,04 %, фосфора не более 0,035 %), неметаллических включений и газов, макро- и микроструктуры.
Качественные углеродистые стали маркируют двузначными цифрами 08, 10, 15, ., 85, указывающими среднее содержание углерода в сотых долях процента с указанием степени раскисленности (кп, пс). Качественные стали делят на две группы: с обычным содержанием марганца (до 0,8 %) и с повышенным содержанием (до 1,2 %). При обозначении последних в конце марки ставится буква Г, например 60 Г. Марганец повышает прокаливаемость и прочностные свойства, но несколько снижает пластичность и вязкость стали. При обозначении кипящей или полуспокойной стали в конце марки указывается степень раскисленности: кп, пс. В случае спокойной стали степень раскисленности не указывается.
По содержанию углерода качественные углеродистые стали подразделяются: низкоуглеродистые (до 0,25 % С), среднеуглеродистые (0,3—0,55 % С), высокоуглеродистые (0,6—0,85 % С). Для изделий ответственного назначения применяют высококачественные стали с еще более низким содержанием серы и фосфора. Низкое содержание вредных примесей в высококачественных сталях дополнительно удорожает и усложняет их производство. Поэтому обычно высококачественными сталями бывают не углеродистые, а легированные стали. При обозначении высококачественных сталей в конце марки добавляется буква А, например сталь У10А. Углеродистые стали, содержащие 0,7—1,3 % С, используют для изготовления ударного и режущего инструмента. Их маркируют У7, У13, где У означает углеродистую сталь, а цифра — содержание углерода в десятых долях процента.
По способу раскисления
Кипящие. Содержат до 0,05% кремния, раскисляются марганцем. Имеют резко выраженную химическую неоднородность в слитке. Их преимущества – высокий выход годного продукта (более 95%), хорошая способность к штамповке в холодном состоянии. Недостатки – повышенный порог хладноломкости и невозможность широкого использования для территорий с холодным климатом.
Полуспокойные. Содержат 0,05- 0,15% кремния, раскисляются марганцем и алюминием, выход годного продукта –90-95%.
Спокойные. Содержит 0,15-0,35% кремния, раскисляется кремнием, марганцем и алюминием. Выход годного – около 85%, однако, металл имеет более плотную структуры и однородный химический состав.
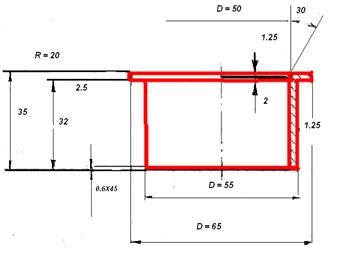
Охарактеризовать форму детали и выделить цветным контуром обрабатываемые поверхности
Изготавливаемые детали являются цилиндрическими по форме с плотной и только слегка наклоненной резьбой; они редко бывают остроконечными и могут иметь шлифованные головки или головки, предназначенные для закрепления гаечным ключом, или могут быть утопленными. Болт предназначен для соединения с гайкой, в то время как винты для металла чаще всего ввинчиваются для закрепления в отверстие, нарезанное в материале, и поэтому они, как правило, имеют резьбу по всей длине, а болты обычно имеют часть стержня без резьбы (рис. 2).
Выбрать из предлагаемых вариантов метод получения заготовки. Рассчитать К.И.М. и массу отходов в кг
При выборе метода получения заготовок возможно три варианта:
Критерий – стоимость 1 тонны заготовок.
1. Выбирается метод, который уже существует на предприятии. Никаких расчётов не ведётся.
2. Выбран метод, который отличен от существующего на заводе, но не влияющий на технологию обработки детали. В этом случае рассчитывается стоимость тонны заготовок, которые получаются новым методом, и методом который используется на предприятии. Выбирается наиболее экономичный метод.
3. Выбран новый метод получения заготовок и это повлияет на технологию обработки детали. Рассчитывается комплекс "стоимость заготовок" + "стоимость их обработки", по-новому и существующим методам. Выбирается экономичный.
Выбор метода получения заготовки заканчивается разработкой конструкции заготовки.
В данном случае выбираем метод, который уже существует на предприятии: ротационный.
Коэффициент использования металла:
К.И.М. = mдетали /mзаготовки = (1-0,12) 1 / = 0,89
Масса отходов равна: 0,11 т на 1 т готовой продукции.
Составить перечень цехов основного производства по выпуску продукции. Дать схему движения предметов труда на предприятии
Цехи основного производства (в машиностроении) подразделяются:
- на заготовительные;
- обрабатывающие;
- сборочные.
Заготовительные цехи осуществляют предварительное формообразование деталей изделия (литье, горячая штамповка, резка заготовок и т.д.)
В обрабатывающих цехах производится обработка деталей механическая, термическая, химико-термическая, гальваническая, сварка, лакокрасочные покрытия и т.д.
В сборочных цехах производят сборку сборочных единиц и изделий, их регулировку, наладку, испытания.
Предметы труда в процессе производства могут перемещаться последовательно, параллельно и параллельно-последовательно. Длительность цикла наименьшая при параллельном движении предметов труда, наибольшая - при последовательном.
Длительность и состав производственного цикла рассчитывают аналитическим, графическим или графоаналитическим способами. Для этого необходимо знать составные части, на которые расчленяется процесс производства продукции, последовательность, способ выполнения и нормативы его продолжительности, вид движения предмета труда.
Массовое поточное производство характеризуется возможностью применения в нем наиболее совершенного параллельного вида движения предметов труда.