Производственная структура предприятия
4
Различают три вида предметно-замкнутых участков:
· по производству конструктивно и технологически однородных деталей (например: участки валиков, втулок, фланцев, шестерен и т. п.);
· по производству разнородных деталей, весь технологический процесс изготовления которых состоит из однородных операций и одинакового маршрута (например, участок круглых деталей, участок плоских деталей и т. п.);
· по производству всех деталей узла, подузла мелкой сборочной единицы или всего изделия (применяется некомплектная система оперативного учета, в которой за учетную единицу принимается узловой комплект).
Организация предметно-замкнутых участков обуславливает почти полное отсутствие производственных связей между участками, обеспечивает экономическую целесообразность использования высокопроизводительного специализированного оборудования, позволяет получить минимальную продолжительность производственного цикла изготовления деталей, упрощает управление производством внутри цеха.
Преимущества и недостатки технологической и предметной формы специализации такие же, как при формировании цехов в соответствии с этой формой специализации.
В тех случаях, когда за рабочим местом закрепляется выполнение определенного вида работ с любыми деталями, оборудование и рабочие места, участки располагаются по групповому признаку.
Участок с групповым сочетанием рабочих мест объединяет однородное оборудование и рабочие места, на которых выполняются технологически однородные операции.
При групповом расположении оборудования и рабочих мест упрощается техническое руководство и обслуживание оборудования, а также обеспечивается быстрая смена номенклатуры выпускаемой продукции без перестановки оборудования.
Вместе с тем существенными недостатками этого способа являются: усложнение путей прохождения деталей в процессе производства, удлинение производственного цикла, рост затрат на внутрипроизводственную транспортировку деталей, усложнение оперативного планирования производства.
Для осуществления производственных процессов создаются предметно-замкнутые участки, охватывающие различные рабочие места. В зависимости от уровня специализации рабочих мест различают несколько способов их предметного сочетания: предметно-групповой, предметно-цепной и предметно-поточный.
Предметно-групповой способ сочетания рабочих мест на участке предполагает объединение различных групп однородного оборудования, необходимых для законченного цикла обработки деталей, которые последовательно обрабатываются партиями на нескольких станках. Этот способ используется при обработке однородных по типу деталей с весьма коротким производственным циклом и технологическим процессом, состоящим из небольшого числа операций.
Предметно-групповые участки устраняют недостатки группового сочетания рабочих мест и одновременно в условиях серийного производства сохраняют его преимущество — не требуют перегруппировки рабочих мест при изменении номенклатуры обрабатываемых деталей.
Предметно-цепной способ группировки рабочих мест основан на размещении оборудования по ходу технологического процесса изготовления основных, ведущих деталей — по цепочке. При таком расположении оборудования в качестве ведущих деталей выбирают наиболее трудоемкие или унифицированные. Прочие детали, обрабатываемые на участке, могут иметь при общности технологического процесса с ведущими деталями некоторые отличия в последовательности операций, а следовательно, и некоторые возвратные движения в процессе их обработки. Однако основная группа деталей участка передается со станка на станок в порядке расположения оборудования. Формы сочетания рабочих мест на основе этого способа могут быть различными.
Предметно-поточная группировка характеризуется расположением рабочих мест по ходу технологического процесса обрабатываемой детали или собираемого изделия, причем количество рабочих мест на каждой операции рассчитано таким образом, чтобы их производительность была по возможности строго согласована. Такая группировка применяется для изготовления деталей, а также сборки изделий одного либо нескольких типоразмеров. В зависимости от степени согласования производительности рабочих мест и непрерывности работы существует несколько вариантов предметно-поточной группировки, в том числе два основных — прямоточные и непрерывно-поточные линии.
Наиболее распространенным способом размещения оборудования является линейный (рис.4).
Поиску рациональных способов размещения оборудования большое внимание уделяется за рубежом. На предприятиях фирмы «Тойота» для усиления регулирования объемов выпуска продукции путем упорядочения и перераспределения рабочей силы станочное оборудование располагается в виде U-образных линий (рис.5).
|
|
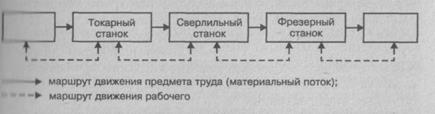
Рис. 4. Линейное размещение оборудования.
При таком расположении оборудования исходная и завершающая операции производственной линии расположены в одном месте или рядом друг с другом. Очередная заготовка может поступать на вход производственного участка, когда соответствующее готовое изделие покидает его через выход. Поскольку эти операции осуществляются одним и тем же рабочим, количество изделий в незавершенном производстве можно поддерживать на постоянном уровне. В то же время, имея на каждом станке задел, легко обнаружить несинхронизированные между рабочими операции, что побуждает совершенствовать производственный процесс.
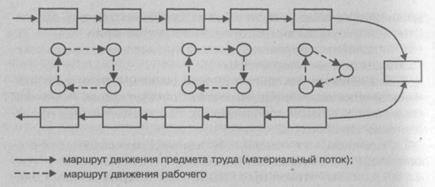
Рис. 5. U-образное размещение оборудования.
Важной частью производственной структуры цеха является состав вспомогательных и обслуживающих подразделений. К ним относятся: участок ремонта оборудования и технологической оснастки, участок централизованной заточки инструмента. Эти участки разгружают вспомогательные цехи (ремонтно-механический, инструментальный и др.) от выполнения мелких заказов и срочных работ.
Вспомогательные производственные участки организуются по тем же принципам, что и основные производственные участки. К вспомогательным, относятся участки по текущему ремонту и обслуживанию металлообрабатывающего и энергетического оборудования; инструментально-раздаточный участок; участок транспортного обеспечения, участок по ремонту и поддержанию в рабочем состоянии технологического оснащения предприятия. При централизованной системе организации обслуживания и текущего ремонта на предприятии вспомогательные участки в цехах не создаются.
В состав обслуживающих структурных подразделений цехов основного производства входят: складские помещения (материальные и инструментальные кладовые), внутрицеховой транспорт и пункты для осуществления технического контроля качества продукции, оснащенные контрольно-измерительной техникой.
Для количественного анализа производственной структуры используется широкий круг показателей, характеризующих: