Организация строительства и управление качеством
2
При использовании диаграммы Парето для контроля важнейших факторов наиболее распространенным методом анализа является так называемый АВС — анализ. Допустим, на складе находится большое число деталей— 1000, З000 или более. Проводить контроль всех деталей одинаково, без всякого различия, очевидно, неэффективно. Если же эти детали разделить на группы, допустим, по их стоимости, то на долю группы наиболее дорогих деталей, составляющей 20—30% от общего числа хранящихся на складе деталей, придется 70—80% от общей стоимости всех деталей, а на долю группы самых дешевых деталей, составляющей 40—50% от всего количества деталей, придется всего 5—10% от общей стоимости. Назовем первую группу группой А, вторую — группой С. Промежуточную группу, стоимость которой составляет 20—30% от общей стоимости, назовем группой В. Теперь ясно, что контроль деталей на складе будет эффективным в том случае, если контроль деталей группы А будет самым жестким, а контроль деталей группы С—упрощенным.
Такой .анализ широко применяется для контроля складов, контроля клиентуры, контроля денежных сумм, связанных со сбытом и т. д.
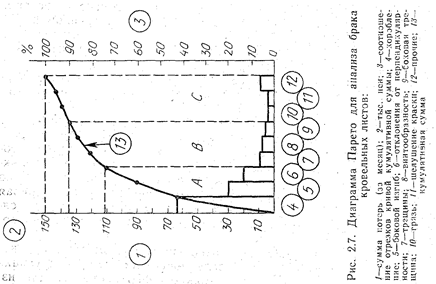
Диаграмма Парето для решения таких проблем, как появление брака, неполадки оборудования, контроль деталей на складах и т, д. строится в виде столбчатого графика, столбики которого соответствуют отдельным факторам, являющимся причинами возникновения проблемы. Столбики разделяются на группы А, В, С по числу случаев или по сумме потерь. На графике строится кривая кумулятивной суммы, по соотношению отрезков которой, относящихся к группам А, В, С, можно легко оценить фактическое положение дел (рис. 2.7).
Диаграмму Парето целесообразно применять вместе с причинно-следственной диаграммой. После проведения корректирующих мероприятий диаграмму Парето можно вновь построить для изменившихся в результате коррекции условий и проверить эффективность проведенных улучшений. На рис. 2.8 представлена диаграмма Парето, относящаяся к той проблеме, что и диаграмма на рис. 2.7, но построенная для новых условий после улучшения.
Рассмотрим пример применения диаграммы Парето в практическом случае (схема: проблема—диаграмма Парето—причинно-следственная диаграмма—диаграмма Парето). Фирма А производит металлические листы для крыш. За исследуемый период было произведено 8020 бракованных изделий. Поставлена задача уменьшить количество брака. Для выявления главных причин брака составляют диаграмму Парето, для чего подбирают все факторы, которые могут оказать влияние на возникновение брака:
1) собирают месячные данные, которые могут иметь отношение к браку, выявляют количество видов брака и подсчитывают сумму потерь, соответствующую каждому из видов;
2) располагают виды брака в порядке убывания суммы потерь так, чтобы в конце стояли виды, которым соответствуют наименьшие суммы потерь, и виды, входящие в рубрику «Прочие»;
3) подсчитывают кумулятивную сумму начиная с видов брака, которым соответствуют максимальные суммы потерь; их общую сумму принимают за 100%;
4) на миллиметровке откладывают по оси абсцисс виды брака, начиная с тех, которым соответствуют максимальные суммы потерь, а по оси ординат—суммы потерь;
5) строят на миллиметровке столбчатый график, где каждому виду брака соответствует прямоугольник (столбик), вертикальная сторона которого соответствует значению суммы потерь от этого вида брака (основания всех прямоугольников равны), и вычерчивают кривую кумулятивной суммы (кумулятивного процента). На правой стороне графика по оси ординат откладывают значения кумулятивного процента. Полученный график называется диаграммой Парето (см. рис. 2.7);
6) для диаграммы Парето указывают ее название, период получения данных, число данных, процент брака, итоговую сумму потерь и т. д. .
При взгляде на построенную диаграмму Парето становится ясным, что фактор «коробление» оказывается самым весомым и является причиной появления потерь, составляющих примерно 43% от их общей суммы. Естественно, анализ этого фактора и выяснение причин появления этого дефекта будут наиболее эффективными для решения проблемы. Из графика можно легко понять, что три вида брака, составляющих около 30% общего числа видов брака, составляют примерно 75% всей суммы потерь. Результаты анализа этой группы дефектов (группы Л}, как легко видеть, должны дать максимальный эффект в улучшении качества изделий.
Анализ дефекта «коробление», т. е. выявление причин его .выявления, был проведен на занятиях кружка качества. Для этого была построена причинно-следственная диаграмма (рис. 2.9). 30 .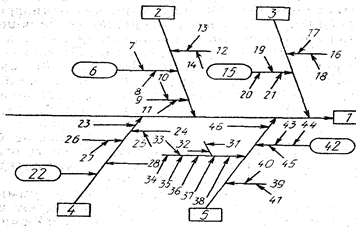
: Рис,; 2.9. .Причинно-следственная диаграмма для анализа коробления кровельных листов:
/--коробление; 2-материал; 3-формовочный станок; 4-методы операций; 5-оператов 6-.двфекты материала; 7-растяжение по краям; 8-растяжение а центре; 9-качестзсi материала; 10-прочность на растяжение; 11-твердость; 12-исходная толщина листа- /3-толщина слоя краска: 14-толщина плакировки; 15-регулировка; 16-техническое обслуживание и контроль; 17— повседневный контроль, (текущий контроль); 18—периодический контроль- 19— центрирование валков; 20—составление теста; 21— разница в высоте валкое; 22—операции формовочного станка; 23— принятие материала; 24— рабочий стол- 25—одинаковость высоты с высотой формовочного станка; 26— степень горизонтальности пола на рабочем месте- 27— степень горизонтальности станка; 28— содержание операций; 29— условия, в которых проводятся операции; 30— подготовка рабочего места; 31— уборка; 32—индикация бёзопасности; 33— вентиляция; 34— шум; З5— грязь; 36— освещение; 37— температура;38—окраска; 39— обучение и практика; 40—планируемая долговременная учебная практика; 41— работает постоянно или временно; 42—уровень мастерства: -43—стаж работы; 44— одежда; 45—консультации оператору; 46—личные достижения
Исследование причинно-следственной диаграммы показало, что среди всех занесенных в диаграмму причин особенно влияют на ухудшение качества изделий. Следующие факторы: регулировка формовочного станка, дефекты материала, операции формовочного станка и уровень мастерства операторов. Для выделенных основных факторов была составлена специальная диаграмма Парето (рис. 2.10), из которой явствует, что наиболее важной причиной .ухудшения уровня отладки формовочного станка является центрирование валков.
Для устранения основных причин брака был пересмотрен стандарт на регулировку формовочного станка, проверен специальным тестом и, поскольку были обнаружены возможности его улучшения, в него были внесены изменения. Было также организовано повышение квалификации операторов.
После этого была построена диаграмма Парето (рис. 2.8) для сравнения с диаграммой (рис. 2.7), построенной до улучшения стандарта. Из сравнения диаграмм видно, что в результате улучшения качества изделия по фактору «коробления» удалось сократить сумму потерь от брака примерно на 30%.