Организация и технология отрасли
3
![]()
где n - количество предметов труда, обрабатываемых на данном оборудовании; t - норма времени на обработку предметов труда; T - плановый фонд времени работы единицы оборудования за год; Kв.н. - коэффициент выполнения норм времени. Поточное производство обеспечивает строго согласованное выполнение всех операций технологического процесса во времени и пространстве, оно характеризуется следующими основными признаками: - специализацией каждого рабочего места на выполнении определенной операции; - согласованным и ритмичным выполнением всех операций на основе единого расчетного темпа работы; - размещением рабочих мест в строгом соответствии с последовательностью технологического процесса; - передачей обрабатываемого материала или изделий с операции на операцию с минимальными перерывами с помощью транспортера (конвейера). Основным структурным звеном поточного производства является поточная линия - ряд взаимосвязанных рабочих мест, расположенных в порядке последовательности выполнения технологического процесса и объединенный общей для всех нормой производительности (ее определяет ведущая машина потока). Поточный метод характерен для массового и крупносерийного производства. Производственные потоки можно классифицировать по ряду признаков: а)по числу линий - на однолинейные и много линейные; б) по степени охвата производства - на участковые и сквозные; в)по способу поддержания ритма - со свободным и регламентированным ритмами; г)по степени специализации - многопредметные и одно-предметные; д.) по степени непрерывности процесса - прерывные и непрерывные. Для поточной линии рассчитываются основные ее параметры: 1) такт (ритм) поточной линии (r) - промежуток времени между выпуском двух, следующих одно за другим готовых изделий или партий готовых изделий:
где tц - длительность рабочего.
Действуют два завода: 1) – молочный завод, 2) – станкостроительный завод. Каждый завод имеет оборотные средства К=200 млн.руб/год. Коэффициент рентабельности Р=0,2. Скорость оборачиваемости оборотных средств С(1)=4мес., С(2)=12мес. Воспользовавшись формулой для прибыли П=К*Р*12./С определить какова прибыль за год на заводах.
Ответ: Прибыль на молочном заводе: П = 200 * 0,2 * 12/4 = 120млн. руб.
Прибыль на станкостроительном заводе: П = 200 * 0,2 * 12/12 = 40млн.руб.
Организационно – техническая подготовка производства. Стадии проектно-конструкторских работ. Отличительные особенности технологической подготовки.
Ответ:
Уровень научно-технической подготовки производства определяет эффективность изготовления продукции основным производством, обуславливает возможность ритмичности ее выпуска с заданными потребительскими свойствами.
Техническую подготовку производства можно рассматривать с точки зрения производства какого-либо продукта на базе уже существующего или с точки зрения организации нового производства. Цель данной работы - рассмотреть техническую подготовку производства как организацию нового производства, отдельного предприятия или цеха. При написании данной работы я поставил перед собой следующие задачи:
Рассмотреть понятие технической подготовки производства
и ее содержание;
На примере конкретного предприятия рассмотреть техническую подготовку производства отдельного цеха по производства конкретной продукции.
Решение экономических, социальных и других задач предприятия непосредственно связано с быстрым техническим прогрессом производства и использования его достижений во всех областях хозяйственной деятельности. На предприятии он осуществляется тем эффективней, чем совершеннее на нем техническая подготовка производства, под которой понимается комплекс конструкторских, технологических и организационных мероприятий, обеспечивающих разработку и освоение производства новых видов продукции, а также совершенствование выпускаемых изделий. Запуск в производство изделий, прошедших полную техническую подготовку, позволяет добиться высокой рентабельности их выпуска уже через 1-2 года (см. рисунок 1)
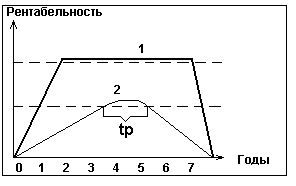
Рисунок 1.
Производство изделий без надлежащей технической подготовки (см. рисунок 1 ,кривая 2) удлиняет сроки освоения (выхода на плановую рентабельность) в 2 - 2.5 раза. В этом случае рентабельный период сокращается т.к. наступает моральное старение продукции, падение спроса на нее и зачастую снижение цены на нее.
Основными задачами технической подготовки производства на промышленном предприятии являются: формирование прогрессивной технической политики, направленных на создание более совершенных видов продукции и технологических процессов их изготовления; создание условий для высокопроизводительной, ритмичной и рентабельной работы предприятия; последовательное сокращение длительности технической подготовки производства, ее трудоемкости и стоимости при одновременном повышении качества всех видов работ.
Для начала необходимо дать определение технической подготовки производства, т.к. оно подходит к любому виду технической подготовки не зависимо, производим ли мы отдельные изменения в продукции или организуем новое предприятие. Существует следующее определение технической подготовки производства:
“техническая подготовка производства - это комплекс нормативно-технических мероприятий, регламентирующих конструкторскую, технологическую подготовку производства и систему постановки продукции на производство”.
Эти мероприятия обеспечивают полную готовность предприятия к производству изделий высокого качества.
Техническая подготовка производства по своему содержанию подразделяется на исследовательскую, конструкторскую (проектирование изделий) и технологическую стадии. Назначение первой стадии - проведение прикладных исследований, экспериментирование, изучение возможностей использования новых конструктивных решений, материалов, технологических процессов, прогнозирование спроса на продукцию и др.; вторая охватывает все необходимые виды работ по конструированию (разработке проекта) новых изделий, изготовлению из опытных образцов, совершенствованию выпускаемых изделий; третья стадия имеет своей задачей разработку новых и совершенствование существующих технологических процессов, технологической оснастки, средств и методов контроля качества, нормативов трудовых и материальных затрат, совершенствование организации производства в цехах и на производственных участках. В свою очередь техническая подготовка составляет часть жизненного цикла изделия, включающего; научную и техническую подготовку, собственно производство и эксплуатацию изделия.