Организация многоагрегатной работы и совмещение профессий
2
Нд=tc+t3+tпт+tорм+tотл+tпз
где tс – свободное машинное (аппаратурное)время, т.е. время однократной непрерывной работы станка (аппарата) без какого-либо участия рабочего; это время затрачивается на одну деталь либо несколько деталей, изготовляемых непрерывно из одной заготовки (например, из одного прутка), или в многоместном приспособлении, или при бункерной (магазинной) подаче заготовок в зону обработки; t3- время однократной занятости многостаночника на одном станке; tпт- время объективно возможных перерывов в работе оборудования, связанных с ожиданием многостаночников; tорм- время обслуживания рабочего места; tотл- время на отдых и личные надобности; tпз-подготовительно - заключительное время.
Наличие времени перерывов tпт в составе нормы времени является одной из важнейших особенностей многостаночной работы. Оптимальная величина tпт Устанавливается в результате расчета оптимальных норм обслуживания и численности. Чем больше величина нормы обслуживания, тем при прочих равных условиях больше время tпт. Нормы труда при многостаночной работе должны рассчитываться в той последовательности, в которой они были перечислены выше, т. е. сначала определяются нормы обслуживания (численности), а затем на их основе – нормы времени. Этот порядок определяется зависимостью между указанными нормами и характером исходной информации, необходимой для расчета каждой из них.
Для расчета норм обслуживания и численности в качестве исходных данных используются величины свободного машинного (аппаратурного) времени tс и времени занятости рабочего на одном станке t3. Если станки обслуживаются рабочими нескольких групп (операторами, наладчиками и т.п.), то величины t3 должны быть указаны для рабочих каждой группы. Кроме того, должен быть задан порядок обслуживания станков рабочими различных групп. Следует учитывать, что при обслуживании станков рабочими различных групп в зависимости от конкретных условий расчет норм обслуживания и численности для многостаночников может выполняться как при фиксированном разделении и кооперации труда, так и в процессе решения общей задачи оптимизации форм разделения труда, норм обслуживания и численности. Каждому варианту норм обслуживания и численности соответствует определенная величина объективно возможных простоев оборудования в ожидании обслуживания рабочими. С учетом этих перерывов устанавливается норма длительности изготовления единицы продукции на одном станке рабочего времени многостаночника. Исходя из норм длительности обслуживания и численности рассчитывается норма времени (трудоемкости) на единицу продукции. На основе норм времени, обслуживания и численности определяются нормы выработки и нормированные задания.
Величина норм обслуживания и численности определяется прежде всего величинами tс и t3. Чем больше частное tс: t3, тем больше станков может приходиться на одного рабочего. Проще всего нормы обслуживания и численности рассчитываются при циклических процессах, когда рабочий обслуживает оборудование постоянно по одному маршруту и на каждом из станков периоды работы и обслуживания повторяются через определенный отрезок времени – цикл многостаночного обслуживания. При нециклических процессах оборудование обслуживается по мере его остановки, без соблюдения одного и того же порядка обхода станков. Такое обслуживание характерно для многостаночников в тех случаях, когда величины свободного времени и времени занятости существенно колеблются. При этом соблюдение определенного маршрута обслуживания неэффективно, так как может вызвать значительные простои оборудования и рабочих. [2, с 274] Нециклическая система характеризуется эпизодическим возникновением потребности в обслуживании, а циклическая – постоянным. Во время циклического обслуживания работник последовательно выполняет вспомогательную работу, переходя от станка к станку, во время нециклического – он подходит к тому станку, на котором закончилась автоматическая работа, независимо от расположения станка на участке. Циклическое обслуживание осуществляется на поточных линиях и на рабочих местах, на которых работают станки с одинаковым или близким по длительности временем обработки детали. На рабочих местах, которые представляют собой участки поточных линий, применяется сторожевой или маршрутный методы обслуживания. По сторожевому методу работник, наблюдая за всеми станками, определяет необходимость обслуживания того или иного из них. При этом возможны два варианта их обслуживания: без приоритетов, когда станки обслуживаются в порядке возникновения необходимости, и с приоритетами, когда очередность обслуживания определяется с учетом стоимости и степени загруженности станка. Работая по маршрутному методу, работник обслуживает станки по ранее определенному маршруту. Выбор форм организации работы и зон обслуживания зависит от многих экономических, организационных, социальных и психофизиологических факторов. В любом случае форма организации работы должна быть оптимальна с точки зрения расширения трудовых функций и обеспечения возможности для повышения квалификации работников, исключения монотонности работы, восприятия трудовых процессов, уменьшения расстояний переходов, снижения нервного напряжения работника. Экономическая целесообразность многостаночного обслуживания обеспечивается выбором таких форм организации работы и зон обслуживания, по которым суммарные затраты на производство продукции наименьшие. При дефиците рабочей силы применение многостаночного обслуживания дает наибольшую эффективность. Самые распространенные варианты обслуживания оборудования и маршруты движения работников во время многостаночного обслуживания приведены на рис.1.
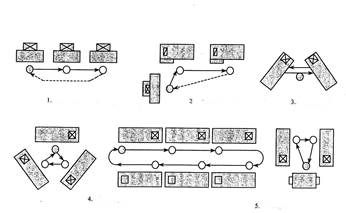
Рис.1 Самые распространенные варианты расположения оборудования и маршруты движения работника при многостаночном обслуживании.
1 – линейное; 2 – смешанное; 3 – угловое; 4 – кольцевое; 5 – П-подобное.
В процессе циклического обслуживания станков, которые расположены по линии (первый вариант планирования на рис.1), работник-многостаночник по завершении цикла обслуживания всех станков делает поворотный переход к первому станку. В случае кольцевого размещения станков поворотные переходы отсутствуют. Таким образом, если станков больше трех и используется циклическое обслуживание, то целесообразно преимущество отдать кольцевым маршрутам. Во время обслуживания двух агрегатов следует располагать оборудование по третьему варианту планирования: в нем переходы работника от станка к станку отсутствуют. Если работник обслуживает три станка, удобнее всего располагать оборудование в виде буквы П, поскольку в этом случае переходы являются сами короткими. Классическим вариантом построения многостаночной работы является обслуживание станков-дублеров, когда длительность и структура операций на станках, которые обслуживаются, относительно постоянные.[1, с 115-117]
Если величины tс и t3 имеют значительные колебания, расчет норм обслуживания и численности должен осуществляться с учетом вероятностных закономерностей, что определяет необходимость использования специального математического аппарата – теории массового обслуживания.