Производственный цикл
2
1) предыдущая и последующая операции имеют одинаковую длительность (t1 = t2);
2) длительность предыдущей операции t2 больше длительности последующей t3, т. е. t2 > t3;
3) длительность предыдущей операции t3 меньше длительности последующей t4, т. е. t3 < t4.
В первом случае передача деталей с операции на операцию может быть организована поштучно; из соображения удобства транспортировки может быть применена одновременная передача нескольких деталей (передаточной партией).
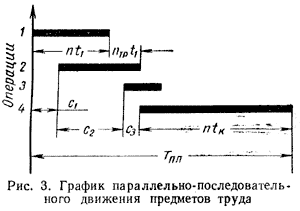
Во втором случае последующая, менее продолжительная операция может быть начата только после окончания обработки всех деталей на предыдущей операции, входящих в первую передаточную партию. На рис. 3 это имеет моего при переходе от первой операции ко второй.
В третьем случае (на рис. 3 – переход от 3 к 4-й операции) нет необходимости накапливать детали на предыдущей операции. Достаточно передать одну деталь на последующую операцию и начать ее обработку без всякого опасения возможности возникновения простоя. В этом, как и в первом случае, передаточная партия устанавливается только из транспортных соображений.
Момент начала работы на каждой следующей операции (рабочем месте) определяется по графику или путем расчета минимальных смещений с.
Минимальное смещение с2 определяется разностью между длительностями предыдущей большей t2 и последующей меньшей операциями t3, а именно:
с2 = n * t2 – (n – nòð) * t3,
где nтр – величина передаточной (транспортной) партии, которая для второго случая сочетания длительности операций определяется из соотношения ñ1 / t1 (ñ1 – минимальное смещение первой операции), во всех остальных случаях – из условий удобства транспортировки.
Минимальное расчетное смещение включается в общую продолжительность производственного процесса Т при сочетании длительности операции, относящемся ко второму случаю. В первом и третьем случаях минимальное смещение устанавливается равным времени, необходимому для формирования передаточной партии.
Определяя общую продолжительность производственного процесса при параллельно-последовательном виде движения предметов труда, следует учитывать расчетную величину смещения Ес:
Тпл = Ес + n * tк,
где tк – длительность последней (конечной) операции в данном производственном процессе.
Пример. Определить общую продолжительность процесса обработки партии деталей при различных видах движения, если число деталей в партии n = 40, а время обработки одной детали (в мин) по операциям составляет: t1 = 1,5; t2 = 1,5; t3 = 0,5; t4 = 2,5; такт выпуска r = 2,5 мин.
А. В условиях последовательного вида движения деталей
Еt = t1 + t2 + t3 + t4 = 1,5 + 1,5 + 0,5 + 2,5 = 6,0;
Тпос = Et * n = 6,0 * 40 = 240 мин = 4 ч.
Б. В условиях параллельного вида движения деталей
Тпар = Et + r * (n – 1) = 6,0 +2,5 * (40 – 1) = 103,5 мин, или 1,725 ч.
В. В условиях параллельно-последовательного вида движения деталей
Тп.п = Ес + n * t = 65 + 40 * 2,5 == 165 мин == 2,7 ч.
Сначала следует определить величину Ес. Принимая размер передаточной партии, удобной для транспортировки, nтр = 10 шт., можно найти минимальные смещения по операциям:
с1 = nтр * t1 = 10 * 1,5 = 15 мин;
с2 = n * t2 – (n – nтр) * t3 = 40 * 1,5 – (40 – 10) * 0,5 = 45 мин;
с3 = nтр * t3 = 10 * 0,5 = 5 мин.
Для определения суммы смещений Ес необходимо знать число транспортных партий при передаче деталей со второй на третью операцию, которое будет равно
k = ñ2 / (nòð * t2) = 45 / (1,5 * 10) = 3;
тогда сумма смещений составит величину Ес = 15 + 45 + 5 = 65 мин.
Таким образом, применение параллельного и параллельно-последовательного видов движения предметов труда дает возможность сократить продолжительность производственного процесса, или, иначе, уменьшить производственный цикл изготовления предмета труда.
Мероприятия организационного порядка направлены на улучшение обслуживания рабочих мест инструментом, заготовками, улучшение работы контрольного аппарата, внутрицехового транспорта, складского хозяйства и т. д. Перестройка производственной структуры завода, цеха, например организация предметно-замкнутых производственных участков, способствующая уменьшению времени перерывов в производственном процессе за счет уменьшения времени межоперационного пролеживания и транспортировки, приводит к сокращению длительности производственного цикла; особенно значительный экономический эффект дает внедрение поточных форм организации производственного процесса.
Сокращение длительности производственного цикла представляет собой одну из наиболее важных задач организации производства на предприятии, от надлежащего решения которой в большой мере зависит его эффективная, рентабельная работа.
1 2